您当前的位置:首页>论文资料>基于轧机活套自动控制方案的研究应用
内容简介
 数控技术
数控技术基于轧机活套自动控制方案的研究应用
田红梅
(山东钢铁股份有限公司菜芜分公司自动化部山东莱芜271104)
数事热与应用
摘要:随着冶全行业微利时代或亏损状况下的经营,产品质量是赢得市场免争最有说服力的指标之一。通过活套套高调节系统使带钢保持在微张力、恒张力状态下轧制,活套位置检测装置是通过端码器来实现的,其控制精度可有效防止堆钢和板形控制的依据,通过实践应用及改造取得了良好效果,对冶会轧线具有很高的借鉴价值:
关键调:活套自动控制编码器
中图分类号:TP273.5 1概述
文献标识码:A
文章编号:1007-9416(2013)05-0020-0)
低编码器信号抗干扰性和可靠性,甚至损坏编码器,活套标定是在 HMI画面上,将活套编码器的方式选择为测试方式,然后手动将活
冶金行业生产领域中型钢及棒材轧线上,活套控制技术是整个轧机组控制系统中占有重要的位置,直接决定着产品质量。为保证钢坏产品质量,避免由于各种原因导致的堆钢和拉钢,需要在轧制的各个机架之间尽量避免张力产生,租轧区轧件厚度交厚,不易形成活套,一般采用微张力控制,而在中精轧区机架间则基本上采用自动活套控制。自动活套控制的主要目的是借助于两个机架间的活套来控制并保持微张力或恒张力状态下轧制。活套套高闭环控制系统的套量和套角对应关系非线性的,取决于前后轧机速度差的积分,实际生产应用明显滞后于速度补偿,控制性能很难满足当前产品质量及精度的控制要求,通过对精轧机组活套控制系统的研究,对控制精度及产品质量有了较大的提升,具有很高的推广价值。
2活套自动控制技术实现
2.1活套控制原理
活套控制是轧机控制系统的研究的对象之一,活套高度是由于两个轧机机架间存储了多于轧线长度的轧件所引起的,在形成活套的两个机架之间;在控制过程中以活套高度为控制对象,以速度调节为控制手段,当活套高度大于设定的高度时,就减少上游机架的速度,当活套高度小于设定的高度时,就增加上游机架的速度。在此采用的是比例、积分控制算法。
活套高度的偏差值为:△H=Hst-H 速度调节量:V,=K,×△H,+K,E△H
式中:V,为速度调节输出值,Kp为比例增益,K,为积分增益。轧制过程中当轧件进人下游机架时,由轧件跟踪及顺序控制启
动起套信号,控制器发出起套信号并控制活套设备起套,将两机架之间的轧件挑起,形成活套。活套高度由编码器检测,检测信号传输到电脑经处理后计算出实际套高,和实际设定高度进行比较并进行相关P调节控制,计算出调节后的速度值,送至上游机架级联控制逻辑来进行速度调节
影响带钢轧制及其产品质量的主要因素是机架间带钢秒流量和带钢张力的均衡关系。但由于带钢穿带等原因引起了前后机架速差扰动,破坏了机架间秒流量平衡,引起了套量和套角的变化,带来带钢张力的扰动。活套套高闭环控制器的作用就是根据套角变化信息,相应的给出对前架速度的补偿来消除前后机架因各种干扰导致带钢流量和张力的扰动,保证顺利轧制,提高带钢质量。
2.2活套位置的标定测量
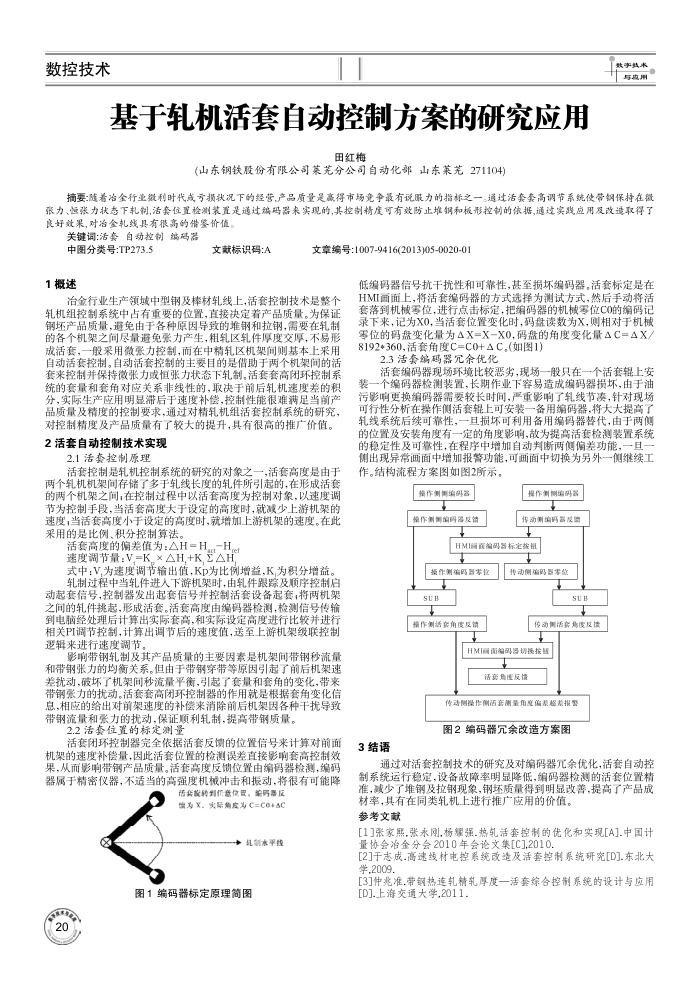
活套闭环控制器完全依据活套反馈的位置信号来计算对前面机架的速度补偿量,因此活套位置的检测误差直接影响套高控制效果,从而影响带钢产品质量。活套高度反馈位置由编码器检测,编码器属于精密仪器,不适当的高强度机械冲击和振动,将很有可能降
活套放转到作意位置,第码器反编X,实际角度C=CO+
→且制水平线
图1编码器标定原理简图
套落到机械零位,进行点击标定,把编码器的机械零位CO的编码记录下来,记为X0,当活套位置变化时,码盘读数为X,则相对于机械零位的码盘变化量为4X=X-X0.码盘的角度变化量△C=△X/ 8192+360,活套角度C=C0+C,(如图1)
2.3活套编码器究余优化
活套编码器现场环境比较恶劣,现场一般只在一个活套辑上安装一个编码器检测装置,长期作业下容易造成编码器损坏,由于油污影响更换编码器需要较长时间,严重影响了轧线节漆,针对现场可行性分析在操作侧活套辑上可安装一备用编码器,将大大提高了轧线系统后续可靠性,一且损坏可利用备用编码器替代,由于两侧的位置及安装角度有一定的角度影响,故为提高活套检测装置系统的稳定性及可靠性,在程序中增加自动判断两侧偏差功能,一
侧出现异常画面中增加报警功能,可画面中切换为另外一侧继续工作。结构流程方案图如图2所示。
作测围编码% 作测训编码%及馈
报作测谢编码% 传动制编码器及端
HMI图告编码器标宝益组
损作制编码器零位 SUB
筛作制适案角度及情
传动侧编码器零位
SUB
传动测活案角度及读
HMI面编码器切换按量
活套鲁度反情
传动测操作侧活套制量角度偏差超差报置图2编码器余改造方案图
3结语
通过对活套控制技术的研究及对编码器允余优化,活套自动控制系统运行稳定,设备故障率明显降低,缩码器检测的活套位置精准,减少了堆钢及拉钢现象,钢坏质量得到明显改善,提高了产品成
材率,具有在同类轧机上进行推广应用的价值。参考文献
[1]张家照.张永.杨爆强.热轧活套控制的优化和实现[A].中国计量协会冶金分会2010年会论文集[C],2010.
[2]于志成-高速级材电控系统改造及活套控制系统研究[D].东北大学2009.
[3]仲兆准.带钢热连轧精轧厚度一活套综合控制系统的设计与应用[D].上海交通大学,2011.