您当前的位置:首页>论文资料>低温甲醇洗消耗偏高原因及解决措施
内容简介
 4
40前言
小氢肥第40卷第12期2012年12月
低温甲醇洗消耗偏高原因及解决措施
王耸史亮周明
山东邹城273500)
(山东充矿国宏化工有限责任公司
汽摄塔富甲静
山东究矿国宏化工有限责任公司低温甲醇洗工艺是利用甲醇在高压、低温(5.6MPa,-62℃)条件下对H,S,CO,及COS等气体有较强的选择
吸收性能对粗煤气进行洗涤,分段吸收H,S,CO,, COS,水及氨等。运行过程中,该工艺对以上几种杂质吸收效果比较理想,但甲醇消耗量相对较高,吨甲醇消耗最高达5.56kg,远高于设计值(吨甲醇消耗1.60kg)。甲醇消耗的增加不仅使甲醇的
制造成本升高,还会造成对周围环境的污染。 1原因分析
(1)由于进入低温甲醇洗装置的粗煤气温度高(40~45℃),导致装置中甲醇温度相对升高,粗煤气释放的CO,气体和蒸气中甲醇平衡分压增大,导致带走甲醇的量增多。
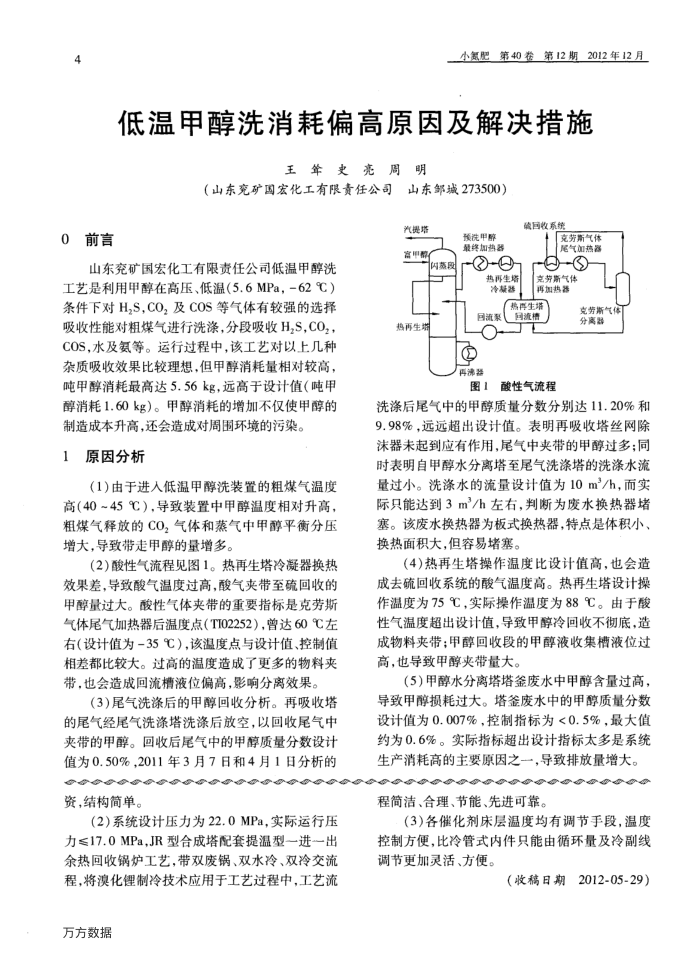
(2)酸性气流程见图1。热再生塔冷凝器换热效果差,导致酸气温度过高,酸气夹带至硫回收的甲醇量过大。酸性气体夹带的重要指标是克劳斯气体尾气加热器后温度点(TI02252),曾达60℃左右(设计值为-35℃),该温度点与设计值、控制值相差都比较大。过高的温度造成了更多的物料夹带,也会造成回流槽液位偏高,影响分离效果。
(3)尾气洗涤后的甲醇回收分析。再吸收塔的尾气经尾气洗涤塔洗涤后放空,以回收尾气中夹带的甲醇。回收后尾气中的甲醇质量分数设计值为0.50%,2011年3月7日和4月1日分析的
资,结构简单。
(2)系统设计压力为22.0MPa,实际运行压力≤17.0MPa,JR型合成塔配套提温型一进一出余热回收锅炉工艺,带双废锅、双水冷、双冷交流程,将溴化锂制冷技术应用于工艺过程中,工艺流
万方数据
热再生端
预洗甲醇最终加热器
0
热再生塔冷蒙器
策回收系统
克劳斯气体尾气加热器
@? 克劳斯气体再加热器
热再生塔
流系国流精再沸器
图1酸性气流程
克劳斯气体分离器
洗涤后尾气中的甲醇质量分数分别达11.20%和 9.98%,远远超出设计值。表明再吸收塔丝网除沫器未起到应有作用,尾气中夹带的甲醇过多;同时表明自甲醇水分离塔至尾气洗涤塔的洗涤水流量过小。洗涤水的流量设计值为10m"/h,而实际只能达到3m/h左右,判断为废水换热器堵塞。该废水换热器为板式换热器,特点是体积小、换热面积大,但容易堵塞。
(4)热再生塔操作温度比设计值高,也会造
成去硫回收系统的酸气温度高。热再生塔设计操作温度为75℃,实际操作温度为88℃。由于酸性气温度超出设计值,导致甲醇冷回收不彻底,造成物料夹带;甲醇回收段的甲醇液收集槽液位过高,也导致甲醇夹带量大。
(5)甲醇水分离塔塔釜废水中甲醇含量过高,
导致甲醇损耗过大。塔签废水中的甲醇质量分数设计值为0.007%,控制指标为<0.5%,最大值约为0.6%。实际指标超出设计指标太多是系统生产消耗高的主要原因之一,导致排放量增大。
程简洁、合理、节能、先进可靠。
(3)各催化剂床层温度均有调节手段,温度控制方便,比冷管式内件只能由循环量及冷副线调节更加灵活、方便。
(收稿日期2012-05-29)
上一章:对二甲氨基苯甲醛法测定常量尿素
下一章:H22Ⅲ氮氢气压缩机一级气阀改造