HP-Nb﹢M薄壁转化管在合成转化炉中的应用
内容简介
 70
703措施
化肥工业
(1)缝包机发生断线时,先检查钩针的外观情况,如安装不当,应重新安装;如钩针受损伤,更换钩针;再检查线是否安装正确以及线的松紧度,穿线方法必须正确。
(2)出现跳针、散边和编不起花时,先检查直针是否安装正确及外观情况,再检查穿线是否正确;如果全部正常,需检查直针与弯针之间的间隙是否<0.3mm。
(3)缝包机发生断针时,需将板带机与缝包机的速度调至相同,防止尿素袋被卡,避免断针。
(4)缝包机出现不剪线或剪不断线时,应查看压力是否正常(应在0.3MPa以上),再检查内、外置刀片的上端口之间的间隙(必须为零)。
(5)出现送料齿不送料时,应调节压脚压力调节螺杆。
(6)当出现缝边不平整或宽度不一致而有折皱时,应检查板带机与缝包机速度。一般板带机速度为18m/min、包机变频器为50Hz时,两者基本同步。
(7)缝包机在运行过程中出现振动大时,应先检查缝包机固定螺丝是否有松动或脱落现象,再检查电机皮带轮与缝包机皮带轮的位置是否在同一直线上。
(重庆建峰化工股份有限公司化肥分公司重庆408601富雅美蒋于明陆兵权)
HP-Nb+M薄壁转化管在合成转化炉中的应用
1一段炉转化管改造的原因和目的
一段炉是合成氨装置的核心设备之-,其因故障停车,将导致合成氨装置全系统停车,每天直接经济损失达170万元左右。原一段炉竖琴管排于2001年9月开始投运,曾于2002年5月5日发生超温爆管事故,虽更换了损坏的炉管,但其他在用炉管也受到高温损伤,存在安全隐惠。
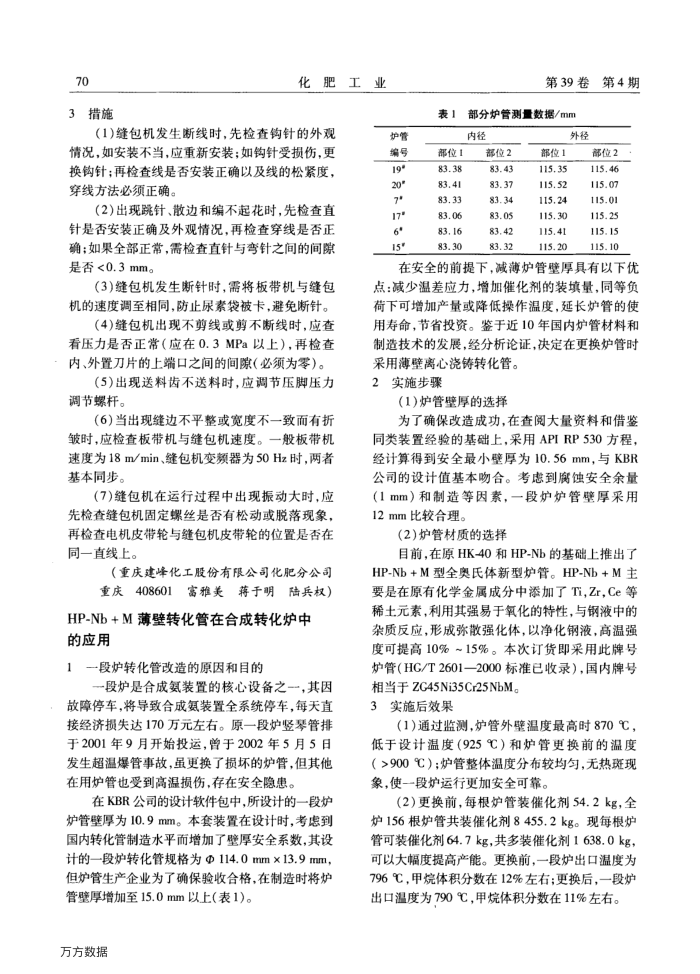
在KBR公司的设计软件包中,所设计的一段炉炉管壁厚为10.9mm。本套装置在设计时,考虑到国内转化管制造水平而增加了壁厚安全系数,其设计的一段炉转化管规格为@114.0mm×13.9mm,但炉管生产企业为了确保验收合格,在制造时将炉
管壁厚增加至15.0mm以上(表1)。万方数据
护管编号 19* 20* 7* 17* 6* 15*
第39卷第4期
部分炉管测量数据/mm 表1
内径
部位1 83.38 83.41 83.33 83.06 83.16 83.30
部位2 83.43 83.37 83.34 83.05 83.42 83.32
外径
部位1 115.35 115.52 115.24 115.30 115.41 115.20
部位2 115.46 115.07 115.01 115.25 115.15 115.10
在安全的前提下,减薄炉管壁厚具有以下优
点:减少温差应力,增加催化剂的装填量,同等负荷下可增加产量或降低操作温度,延长炉管的使用寿命,节省投资。鉴于近10年国内炉管材料和制造技术的发展,经分析论证,决定在更换炉管时
采用薄壁离心浇铸转化管。 2实施步骤
(1)炉管壁厚的选择
为了确保改造成功,在查阅大量资料和借鉴同类装置经验的基础上,采用APIRP530方程,经计算得到安全最小壁厚为10.56mm,与KBR 公司的设计值基本吻合。考虑到腐蚀安全余量(1mm)和制造等因素,一段炉炉管壁厚采用 12mm比较合理。
(2)炉管材质的选择
目前,在原HK-40和HP-Nb的基础上推出了 HP-Nb+M型全奥氏体新型炉管。HP-Nb+M主要是在原有化学金属成分中添加了Ti,Zr,Ce等稀土元素,利用其强易于氧化的特性,与钢液中的杂质反应,形成弥散强化体,以净化钢液,高温强度可提高10%~15%。本次订货即采用此牌号炉管(HG/T2601—2000标准已收录),国内牌号
相当于ZG45Ni35Cr25NbM。 3实施后效果
(1)通过监测炉管外壁温度最高时870℃,低于设计温度(925℃)和炉管更换前的温度(>900℃);炉管整体温度分布较均匀,无热斑现象,使一段炉运行更加安全可靠。
(2)更换前,每根炉管装催化剂54.2kg,全炉156根炉管共装催化剂8455.2kg。现每根炉管可装催化剂64.7kg,共多装催化剂1638.0kg,可以大幅度提高产能。更换前,一段炉出口温度为 796℃,甲烷体积分数在12%左右:更换后,一段炉出口温度为790℃,甲烷体积分数在11%左右。
上一章:大颗粒尿素装置运行总结
下一章:大型煤制甲醇项目原料气净化工艺选择