您当前的位置:首页>论文资料>汽车涂装车间面漆调试流程
内容简介
 第50卷第9期 2012年9月
第50卷第9期 2012年9月上海涂料
SHANGHAI COATINGS
汽车涂装车间面漆调试流程谢秋成彭文(上汽通用五菱汽车股份有限公司,广西柳州545007)
摘要:介绍了汽车涂装车间面漆的调试流程。关键调:汽车涂装:面漆:调试流程
中图分类号:TQ639
文献标识码:A
目前,汽车涂装车间面漆的生产工艺一般为:机器人喷涂中涂漆+中涂漆烘干+中涂漆打磨+涂面漆前擦净+手工喷涂色漆+机器人喷涂色漆+手工喷涂清漆+机器人喷涂清漆+烘干。面漆质量的好坏直接决定着涂装车间总的合格率,而面漆常规质量指标包括膜厚、橘皮、DOI(鲜映性)、光泽度、色差等。
1涂装车间面漆调试流程
我公司涂装车间采用FANUC公司提供的P-5OOiA 机器人进行喷涂,机器人喷涂车身外表面,手工喷涂内表面。中涂漆由8台机器人喷涂,色漆由10台机器人喷涂,清漆由8台机器人喷涂。相比往复机和手工喷涂,机器人喷涂质量更稳定,故障率低,生产效率高。
涂装车间面漆调试流程一般包括以下几部分:(1)调试前各系统状况确认:(2)各层膜厚确认;(3)实车膜厚及外观确认;(4)车型、颜色确认;(5)小
批量过车质量确认:(6)降级调试。 1.1调试前各系统状况确认
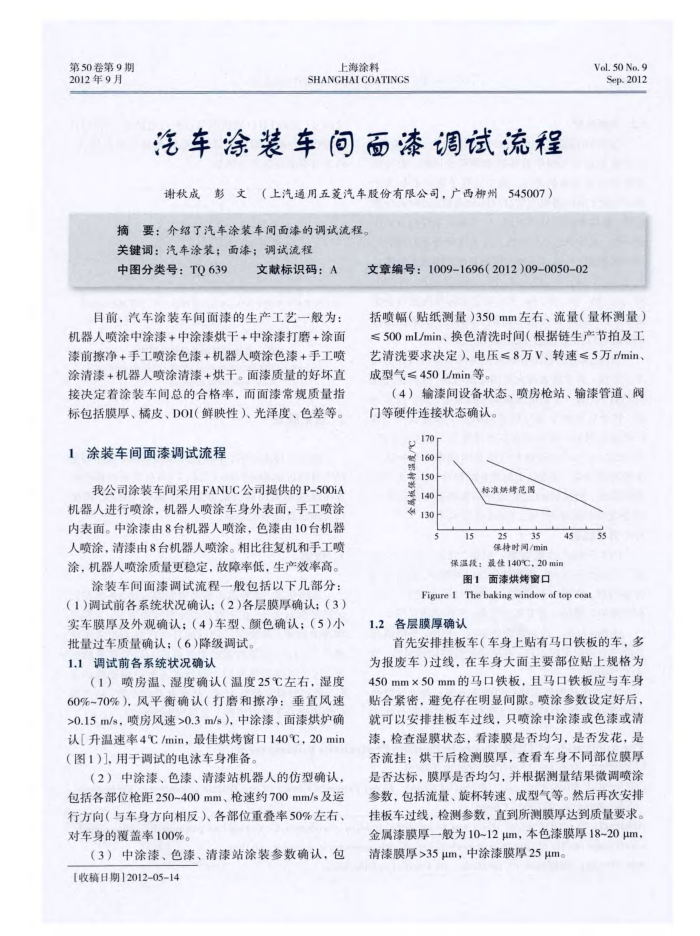
(1)喷房温、湿度确认(温度25℃左右,湿度 60%~70%),风平衡确认(打磨和擦净:垂直风速 >0.15m/s,喷房风速>0.3m/s),中涂漆、面漆烘炉确认[升温速率4℃/min,最佳烘烤窗口140℃,20min(图1).用于调试的电泳车身准备。
(2)中涂漆、色漆、清漆站机器人的仿型确认,包括各部位枪距250~400mm、枪速约700mm/s及运行方向(与车身方向相反)、各部位重叠率50%左右、对车身的覆盖率100%。
(3)中涂漾、色漆、清漆站涂装参数确认,包[收稿日期】2012-05-14
文章编号:1009-1696(2012)09-0050-02
Vol. 50 No. 9 Sep.2012
括喷幅(贴纸测量)350mm左右、流量(量杯测量) ≤500mL/min、换色清洗时间(根据链生产节拍及工艺清洗要求决定)电压≤8万V、转速≤5万r/min、成型气≤450L/min等。
(4)输漆间设备状态、喷房枪站、输漆管道、阀门等硬件连接状态确认。
170m 150
标准烘烤范围
130
25
35
保特时间/min
45
保温段:最征140℃,20min 图1面漆烘烤窗口
Figure 1 The baking window of top coat
1.2各层膜厚确认
首先安排挂板车(车身上贴有马口铁板的车,多为报废车)过线,在车身大面主要部位贴上规格为 450mm×50mm的马口铁板,且马口铁板应与车身贴合紧密,避免存在明显间隙。喷涂参数设定好后,就可以安排挂板车过线,只喷涂中涂漆或色漆或清漆,检查湿膜状态,看漾膜是否均匀,是否发花,是否流挂:烘干后检测膜厚,查看车身不同部位膜厚是否达标,膜厚是否均勾,并根据测量结果微调喷涂参数,包括流量、旋杯转速、成型气等。然后再次安排挂板车过线,检测参数,直到所测膜厚达到质量要求。金属漆膜厚一般为10~12μm,本色漆膜厚18~20μm,清漆膜厚>35μm,中涂漆膜厚25μm。