I∕A Series系统在空分装置中的应用
内容简介
 2010年8月
2010年8月第33卷第4期
太氧胆
Large Scale Nitrogenous Fertilizer Industry
ASeries系统在空分装置中的应用
姚运超刘伟冯国光
(河南煤业化工集团中原大化公司,河南濮阳,457004)
Aug.2010 Vol.33No.4
摘要空分装置采用性能优良、可靠性高的VASeries系统实现了数据采集、工艺控制、状态流程显示、趋势记录、报警等功能。该系统运行稳定,保证了空分装置的正常运行。
关键调空分装置VASeries系统测量监控
自动调节
1工艺流程
河南煤业化工集团中原大化公司煤化工500 kt/a甲醇项目,空分装置配套采用了KDON-52000/61100型空分设备,利用空气分离出氮气、氧气供甲醇合成使用。空分采用先进的分子筛纯化器和增压汽轮膨胀机,工艺流程包括空气过滤、压缩、预冷、纯化、化、分流、膨胀制冷、储存、输送等工序。该空分机组系统分为空气汽轮压缩机系统、空气预冷系统、分子筛吸附纯化系统等。空气吸入过滤器过滤后进人空气汽轮压缩机中,压缩至0.6MPa,然后进人空气冷却塔中冷却。空气在冷却塔中与水进行热质交换,降温至7℃。出空冷塔的空气进人分子筛吸附器,脱除杂质,获得干净而又干燥的空气。净化后的空气分成两路:一路进入分馏塔精馏;另一路空气经膨胀机增压端增压后冷却,调整到一定温度后进入汽轮膨胀机进行绝热影胀,而后进入上塔精馏。进人下塔的空气和液态空气经下塔的初步分离,在顶部产生纯度为99.999%的纯氮气,氮气进人冷凝蒸发器中被冷却为液氮。从下塔底获得38%的富氧液体空气,进人上塔精馏,一部分作为液体产品送出。经过上塔的进一步分离可在上塔顶部获得纯度为99.999% 的氮气,中上部抽出污氮气,底部获得纯度为 99.6%的氧气,氧气经主换热器复热后出冷箱。氧气、氮气出冷箱后则分别进人压氧系统和压氮系
统,作为液体产品送出。 2系统配置
空气分离控制系统采用Foxboro公司I/ASe 万方数据
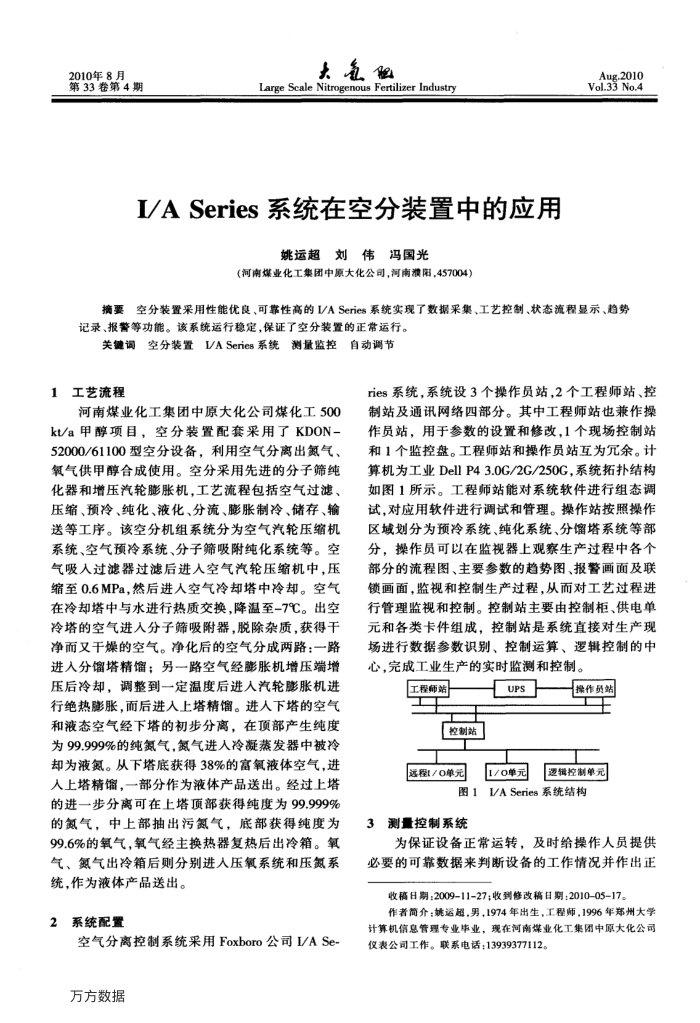
ries系统,系统设3个操作员站,2个工程师站、控制站及通讯网络四部分。其中工程师站也兼作操作员站,用于参数的设置和修改,1个现场控制站和1个监控盘。工程师站和操作员站互为完余。计算机为工业DellP43.0G/2G/250G,系统拓扑结构如图1所示。工程师站能对系统软件进行组态调试,对应用软件进行调试和管理。操作站按照操作区域划分为预冷系统、纯化系统、分馏塔系统等部分,操作员可以在监视器上观察生产过程中各个部分的流程图、主要参数的趋势图、报警画面及联锁画面,监视和控制生产过程,从而对工艺过程进行管理监视和控制。控制站主要由控制柜、供电单元和各类卡件组成,控制站是系统直接对生产现场进行数据参数识别、控制运算、逻辑控制的中心,完成工业生产的实时监测和控制。
工程师站中
控制站
远程1/0单元
uPs
1/0单元
操作员站
土
逐辑控制单元
图1VASeries系统结构
测量控制系统
3
为保证设备正常运转,及时给操作人员提供必要的可靠数据来判断设备的工作情况并作出正
收稿日期:2009-11-27;收到修改稿日期:2010-05-17。
作者简介:姚运超,男,1974年出生,工程师,1996年郑州大学计算机信息管理专业毕业,现在河南煤业化工集团中原大化公司仪表公司工作。联系电话:13939377112。