您当前的位置:首页>论文资料>预热式加热炉和蓄热式加热炉的应用对比
内容简介
 2010年第4期(总第333期)
2010年第4期(总第333期)能
ENERGY CONSERVATION
预热式加热炉和蓄热式加热炉的应用对比
张书帅
(安阳钢铁股份有限公司,河南安阳455004)
摘要:介绍预热式加热炉和蓄热式加热炉在安阳钢铁公司应用的情况,描述各自的主要技术指标、技术特点和工作原理,以及两种炉子烧嘴的特点及其分布情况。对营热式加热炉常用的两种蓄热体进行了对比,并对使用中存在问题的改进措施进行论述。通过对两种炉予使用情况的对比,分析两种炉予的优缺点及各自的使用情况。
关健调:预热式:蓄热式;加热炉:蓄热体;换向阀
文章编号:10047948(2010)04003303
:文献标识码:B
中图分类号:TF748
引言
用蓄热室来预热空气和煤气是一项传统的技术,但由于其换向阀结构复杂、体积庞大、控制系统不可靠、换向时间长、效率比较低,因此没有得到广泛应用,而换热器技术得到迅速推广,预热式加热炉得到普遍使用。20世纪70年代的能源危机使节能工作得到各个国家的重视,加之科学技术的不断进步,出现了结构简单、控制方便、可靠性强的换向系统。因此近些年来蓄热式燃烧技术得到长足发展,各个国家都在研究各种蓄热式烧嘴和高效蓄热式燃烧技术,以及高风温燃烧技术。
安阳钢铁公司第二轧钢厂现有3座加热炉,其中2座预热式加热炉,1座双蓄热式加热炉。它们的有效炉底面积相同,但产能、单耗、加热质量、烧损等参数却有着根本的不同。现对该厂采用的预
热式加热炉和蓄热式加热炉进行比较。 1预热式加热炉的应用
1"和2"加热炉为四段炉温控制,三段供热(上均热段、下均热段、加热段)的端进端出式推钢加热炉(其技术指标见表1),利用废气余热预热空气和煤气。加热炉上部采用平焰烧嘴,下部采用亚高速烧嘴。燃料为高焦炉混合煤气(比例为7:3),炉底管采用汽化冷却,横水管采用“门形支撑;卸载采用出钢机出料,炉门为大小复式炉门结构;钢坏
氧化烧损率为1.2%。 1.1工作原理
冷空气由鼓风机供给,混合煤气来自公司管万方数据
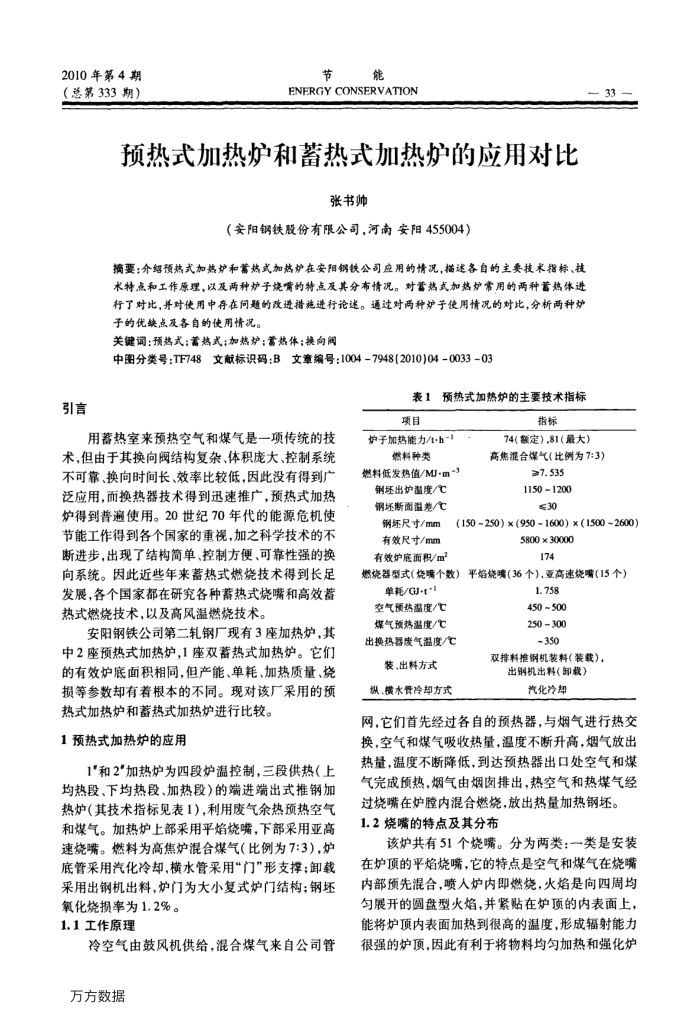
表1
预热式加热炉的主要技术指标
项目
炉子加热能力/-h-1
燃料种类
燃料低发热值/MJ-m*3 钢出炉温度/C 钢坏断面温差/℃
钢坏尺寸/mm 有效尺寸/mm 有效炉底面积/m
指标
74(额定),81(最大)
33
高焦混合煤气(比例为7:3)
≥7.535 1150 ~1200 30
(150 ~250) × (950 ~1600) × (1500 ~2600)
5800×30000
174
燃烧器型式(烧嘴个数)平焰烧嘴(36个),亚高速烧嘴(15个)
单耗/GJ-t-1 空气预热温度/℃ 煤气预热温度/ 出换热器度气温度/C
装、出料方式
纵、横水管冷却方式
1.758 450~500 250~300 ~350
双排料推钢机装料(装载),
出钢机出料(卸载)
汽化冷却
网,它们首先经过各自的预热器,与烟气进行热交换,空气和煤气吸收热量,温度不断升高,烟气放出热量,温度不断降低,到达预热器出口处空气和煤气完成预热,烟气由烟肉排出,热空气和热煤气经
过烧嘴在炉内混合燃烧,放出热量加热钢坏。 1.2烧嘴的特点及其分布
该炉共有51个烧嘴。分为两类:类是安装在炉项的平焰烧嘴,它的特点是空气和煤气在烧嘴内部预先混合,喷人炉内即燃烧,火焰是向四周均匀展开的圆盘型火焰,并紧贴在炉顶的内表面上,能将炉顶内表面加热到很高的温度,形成辐射能力很强的炉顶,因此有利于将物料均匀加热和强化炉
上一章:森林生物量研究方法综述
下一章:凝结水泵变频运行节能改造实践