您当前的位置:首页>论文资料>三通管胀形有限元分析
内容简介
 引言 1
引言 1・冲模技术・
三通管胀形有限元分析
李志国
山西机电职业技术学院(山西长治046012)
【摘要内高压成形是以某种传力介质(石蜡、油),使管材成形的一种塑性成形工艺。本文
进行了三通管内高压胀形的数值模拟和实验研究,分析了三通管成形的影响因素。关键字:内高压成形:传压介质:管材:三通管
中图分类号:TG385.2
文献标识码:B
FiniteElementSimulationof Three-WayTubeHydro-Forming[Abstract] Hydroforming is one of plasticity processing techniques for tube, with some kinds of pressure transmission medium (paraffin wax and oil) to manufacture threeway pipe. This paper conducted a series of experiments of finite element simulation and high-pressure bulging
research for threeway tube, and this paper analyze the main factors of the threeway tube Key words: hydroforming; pressure transmission medium; tube; reducing threeway pipe
管坏接触,并对管坏施加轴向压力,以推动金属沿着
作为结构件或传输流体的三通管等管接件,在家电、航空航天、汽车工业等领域应用极为广泛。三通管大多采用焊接、铸造和机加工等传统工艺制造,材料利用率、生产率和制件质量低,生产成本高,很难满足现代生产的需要。而通过胀形工艺生产此类零件,具有以下优点:①三通管表面美观、内表面光滑、流体阻力小,可提高管件的力学性能;②质量高、制件可靠性高;③减少了后续加工工序,提高了生产效率,降低了生产成本。
近年来,国内胀形工艺的基础理论及应用方面取得了许多成果"-")。如河南科技大学孙爱学等对紫铜三通管进行了胀形试验(采用介质是聚氨酯橡胶、蜡和铅),认为以介质为石蜡和铅获得的三通管质量好,聚氨酯橡胶次之。王同海等用聚氨酯橡胶作为胀形介质进行了三通管胀形实验,发现对支管施加的径向反压力与成形载荷的比值为1/4.胀形效果较理想。
异径三通管胀形原理 2
将充满介质三通管放人模具中后,然后左、右凸模对介质施加一定的压力,从而使金属在内压力作用下发生塑性变形;随着变形的继续,左右凸模开始与
・ 20・ 万方数据
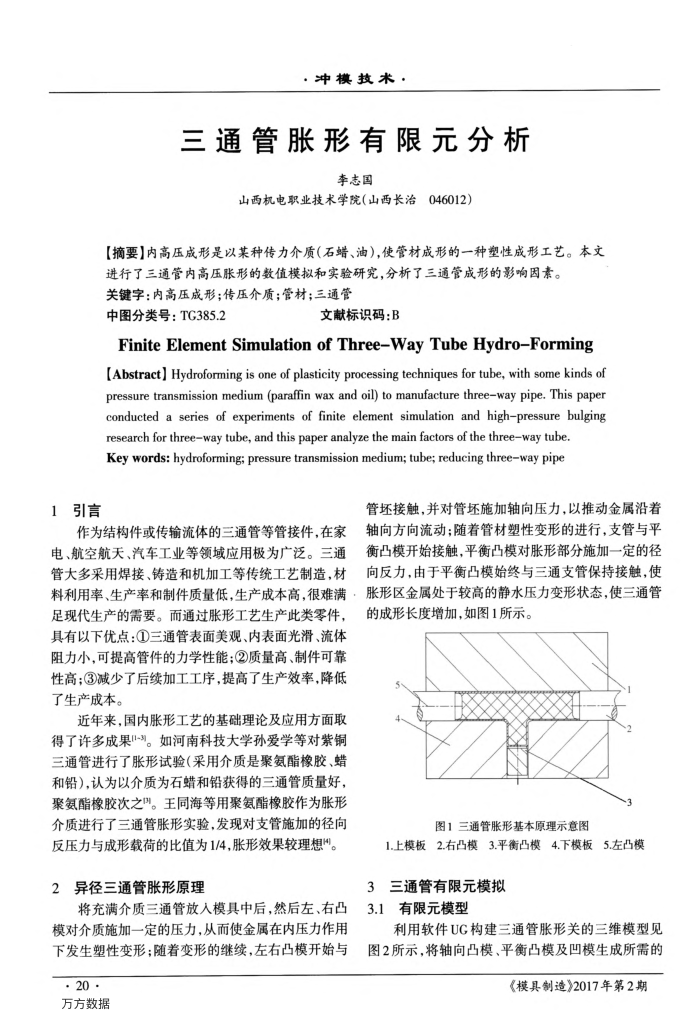
轴向方向流动;随着管材塑性变形的进行,支管与平衡凸模开始接触,平衡凸模对胀形部分施加一定的径向反力,由于平衡凸模始终与三通支管保持接触,使胀形区金属处于较高的静水压力变形状态,使三通管的成形长度增加,如图1所示。
图1三通管胀形基本原理示意图
1.上模板2.右凸模3.平衡凸模4.下模板5.左凸模
3三通管有限元模拟 3.1有限元模型
利用软件UG构建三通管胀形关的三维模型见图2所示,将轴向凸模、平衡凸模及凹模生成所需的
《模具制造》2017年第2期
上一章:翼子板轮弧压料面开裂问题的分析
下一章:数控加工在铝合金压铸件去飞边中的应用