您当前的位置:首页>论文资料>辅汽联箱插入式管座焊缝相控阵超声检测
内容简介
 2015年第5期(总第41期)
2015年第5期(总第41期)质量技术监督研究
Quality and Technical Supervision Research
NO.5.2015 General NO. 41
辅汽联箱插入式管座焊缝相控阵超声检测
林彤
(福建省特种设备检验研究院,福建福州350008)
摘要:为分析在用辅汽联箱上管座焊缝产生表面疲劳裂纹原因,采用相控阵超声检测查找焊缝内部缺陷,并提供全面的数据进行缺陷性质分析,同时验证检测方法的适用性和可靠性,为今后类似管座相控阵超声检测提供参考。
关键调:管座焊缝;相控阵;超声检测
1工件描述 1.1基本信息
辅汽联箱接管部位组成见图1。
?@
@
图1接管部位图表1设备简介
设备名称产品编号制造时间投用时间容积设计压力设计温度最高工作压力
编汽联箱 R09094 2009.05.27 2010.06
4. 65HPa 486℃ 4. 3NPs
1.2磁粉检测
第体规格第体材质
接管规格接管材质工作介质
?
中800X24X8098
15CrkoR
4381×29
B1. B2
4175×18
339X27
C、D、E
12Cr18om 过热高汽
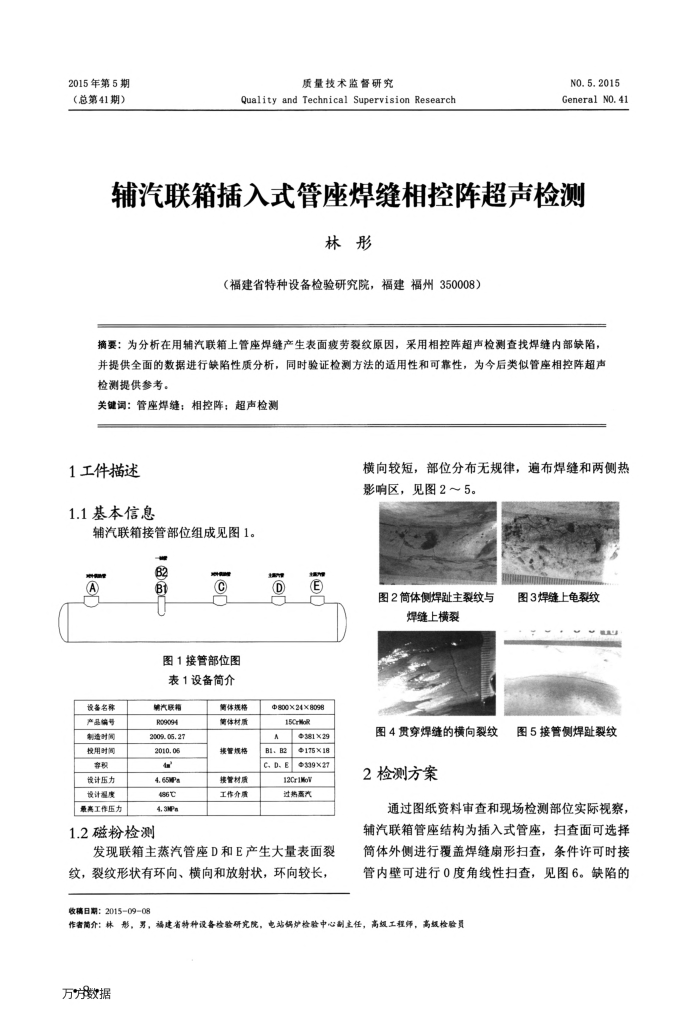
发现联箱主蒸汽管座D和E产生大量表面裂纹,裂纹形状有环向、横向和放射状,环向较长,
横向较短,部位分布无规律,遍布焊缝和两侧热影响区,见图2~5。
图2筒体侧焊趾主裂纹与
焊缝上横裂
图4贯穿焊缝的横向裂纹 2检测方案
图3焊缝上龟裂纹图5接管侧焊趾裂纹
通过图纸资料审查和现场检测部位实际视察,辅汽联箱管座结构为插入式管座,扫查面可选择筒体外侧进行覆盖焊缝扇形扫查,条件许可时接管内壁可进行0度角线性扫查,见图6。缺陷的
收稿日期:20150908
作者荫介:林影,男,福建省特种设备检验研究院,电站锅炉检验中心副主任,高组工程师,高级检验贾万片数据