您当前的位置:首页>论文资料>静压线铸件冷却问题的探索与思路
内容简介
 [摘
[摘静压线铸件冷却问题的探索与思路
ExplorationandThinkingoftheStaticPressureLineCastingCoolingProblem
任永明
(机械工业第一设计研究院,合肥230601)
RENYong-ming
(First Design &Recearchlnstitute,MIChina,Hefei 230601,China)
要】就一个年产30000或引机铸件车间设计,分析了高温铸件冷却的多条途径,确定了选择的新思路及优势。
制造工程设计 nfeauwEsginerringuign
[Abstract Jinthis paper,anannual outputof30o00 tons oftractionmachine casting workshop design,analyzesthe multiple ways ofhigh
temperaturecastingcooling,determinesthechoiceofnewideas andadvantages.【关键词】锋件;冷却;连续式;热处理
[Keywords Jcast; cooling; continuousheat treatment
【中图分类号】TG28
【文献标志码】A
[DO110.13616/j.cnki.gcjsysj.2014.11.025 问题的提出
2011年设计了一个年生产能力3x10的静压造型铸造车间,主要产品及工艺布置如表1。
表1主要产品及工艺布置
序号 1 2 3 4 5
7 90 9
产品名称季需8AID GTW8制动轮 GTW2基座 GTW2制动轮 YJ140箱体 FJ160箱体 YJ200.1-1 245箱体 YJ245奥引轮
净质量/ 143 98 162 92 66 102 94 216 164
型件数/件 1 1 1 1 1 1 1
毛质量/g 178 140 zo 140 110 160 117 240 00
采用1条静压造型线,具体参数如下:砂箱尺寸1000x 800mm×320mm/320mm,生产率100整箱/h,冷却线4条,存放冷却铸型200箱,最长冷却时间2h。根据所生产的铸件可以看出,每型铁水量在200kg左右,铸件落砂温度基本在400℃,若不解决铸件冷却问题,将造成高温铸件严重影响清理工序【作者简介】任永明(1963~),男,安徽鲜埠人,研究员,从事铸造工
艺工程设计与研究,(电子信箱)cmfi-rym@163.com。万方数据
[文章编号】1007-9467(2014)11-0107-02
正常工作,造型与清理的衡接形成混乱局面,不利于生产计划的有效实施。
2解决问题的思路
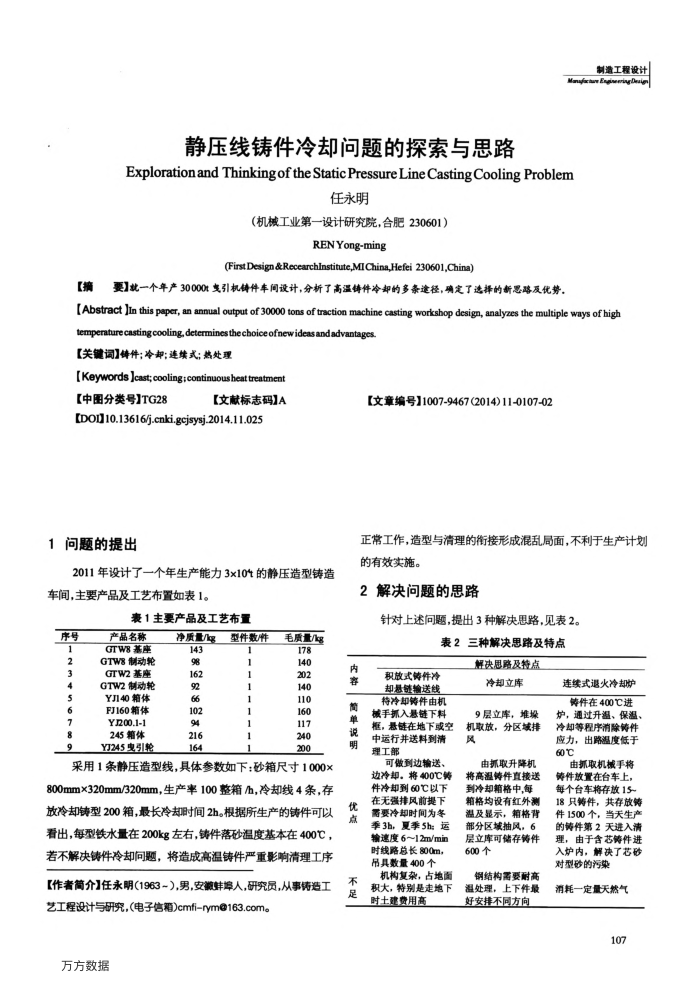
针对上述向题,提出3种解决思路,见表2。
表2三种解决思路及特点
解决思路及特点
内容
单说明
优点
不足
积放式铸件冷却悬链输送线特冷却铸件由机械手抓入悬链下料框,甚链在地下或空中运行并送料到清理工部
可做到边输送、边冷却。将400℃C等件冷却到60℃以下在无强排风前提下露要冷却时间为冬季3h,夏季5h:运输速度6~12m/min 时线路总长800m,吊具数量400个机构复杂,占地面积大,特别是走地下时土建费用高
冷却立库
连续式退火冷却炉铸件在400℃进
9层立库,堆操机取放,分区域排风
由抓取升降机将高温铸件直接送到冷却箱格中,每箱格均设有红外测温及显示,箱格背部分区城抽风,6 层立库可储存铸件 600个
钢结构需要耐高温处理,上下件最好安排不同方向
炉,通过升温、保温、冷却等程序消除铸件应力,出路温度低于 60℃
由抓取机械手将等件放置在台车上,每个台车将存放15~ 18只等件,共存放铸件1500个,当天生产的等件第2天进入清理,由于含芯铸件进入炉内,解决了芯砂
对型砂的污染消耗一定量天然气
107