����ǰ��λ�ã���ҳ>��������>BNi-2ǥ��1Cr18Ni9Ti���յ��о�
BNi-2ǥ��1Cr18Ni9Ti���յ��о�
���ݼ��
 ϡ�н����챨
ϡ�н����챨BNi-2ǥ��1Cr18Ni9Ti���յ��о�
���⣬��������Х�棬��־��(������ɫ�����о�Ժ����������710016��
������htp:
ժҪ������ǥ����ͷ�μ�϶ͼ����BNi-2ǥ��ǥ��1Cr18Ni9Ti�����ǥ����϶���з���������BNi-2ǥ��ǥ��1Cr18Ni9Ti��ǥ�����ռ�ǥ������ɢ�ȴ������ն����ǥ����϶��Ӱ�졣ʵ�����ó���BNi-2ǥ��1Cr18Ni9Ti �����ǥ���¶�Ϊ1150�棬����ʱ��Ϊ55min��ǥ������ʵ���ɢ�ȴ����¶�Ϊ��1000�棬����ʱ��Ϊ60~90min��
���ǥ����϶
�ؼ�����BNi-2ǥ�ϣ�ǥ����
��ͼ������ţ�TC454 1ǰ��
�����������Ÿ���ǥ�������ں��졢���ա����ܵ������е�Ӧ�ã���ǥ�����ǥ������Ҳ����˸��ߵ�Ҫ����ǥ��������ǥ����ĸ�ķ������ɢ��ʹǥ��ɷֲ�ͬ��ǥ�ϣ��Ӷ��ı�ǥ������-7)�����ʵ���ǥ�������£�ǥ��Ϊ��������֯�����ǥ�����ղ����ʣ�ǥ��������ֵ��۵㹲����ͽ����仯�����Ȼ����������֯��ǥ����иߵ�ǿ�Ⱥ����ԣ������Ի�������ή��ǥ����ͷ�Ļ�е����8-10)�������ǥ��ǥ��ijһĸ��ʱ����ǥ�첻���ִ���������ǥ����϶����Ϊ���ǥ����϶(MBC)l�������һ����ǥ���淶�µ����ǥ����϶�����㲿������ƺ�����������Ҫ�����塣
��ʵ��̽����BNi-2ǥ��ǥ��1Cr18Ni9Ti�����У�ǥ���淶��ǥ�����ȴ������ն����ǥ����϶��Ӱ�졣
ʵ����ϡ��豸������ 2
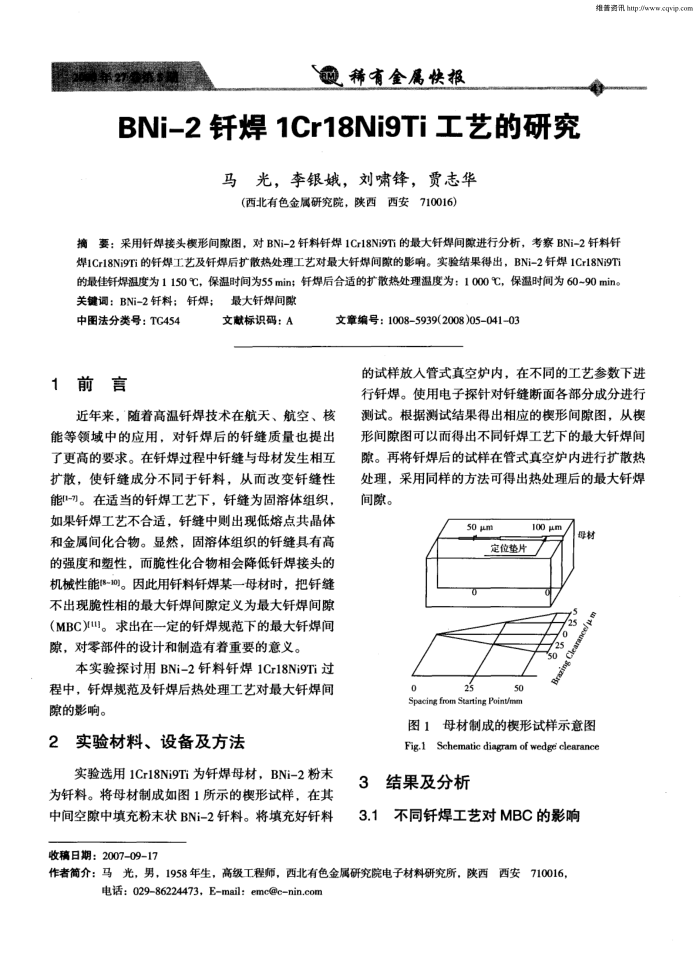
ʵ��ѡ��1Cr18Ni9TiΪǥ��ĸ�ģ�BNi-2��ĩΪǥ�ϡ���ĸ���Ƴ���ͼ1��ʾ��Ш�������������м��϶������ĩ״BNi-2ǥ�ϡ�������ǥ��
�ո����ڣ�2007-09-17
���ױ�ʶ�룺A
���±�ţ�1008-5939(2008)05-04103
�����������ʽ���¯�ڣ��ڲ�ͬ�Ĺ��ղ����½���ǥ����ʹ�õ���̽���ǥ���������ֳɷֽ���
���ԡ����ݲ��Խ���ó���Ӧ��ģ�μ�϶ͼ����ģ�μ�϶ͼ���Զ��ó���ͬǥ�������µ����ǥ����϶���ٽ�ǥ����������ڹ�ʽ���¯�ڽ�����ɢ�ȴ���������ͬ���ķ����ɵó��ȴ���������ǥ����϶��
50 ��m
��λ��Ƭ
0
25
50
Spacing from Starting Point/mm
100 ��m/
ĸ��
ͼ1ĸ���Ƴɵ�ģ������ʾ��ͼ Fig.1Schematic diagram of wedge clearance
3
���������
3.1
��ͬǥ�����ն�MBC��Ӱ��
����飺���⣬�У�1958������������ʦ��������ɫ�����о�Ժ���Ӳ����о�������������710016��
�绰��02986224473��Email��emc@cnin.com
sqvip.con
�������
HB 20008-2011 ���ս���ĸ45����ܽ�ͷ(1Cr18Ni9Ti)
HB 20014-2011 ���ս���ĸ��ͨ�ܽ�ͷ(1Cr18Ni9Ti)
HB 20005-2011 ���ս���ĸֱͨ�ܽ�ͷ(1Cr18Ni9Ti)
HB 20023-2011 ��˫�ս���ĸ��ͨ�ܽ�ͷ(1Cr18Ni9Ti)
HB 20017-2011 ��˫�ս���ĸ��ͨ�ܽ�ͷ(1Cr18Ni9Ti)
HB 20026-2011 ��˫�ս���ĸ���Գ���ͨ�ܽ�ͷ(1Cr18Ni9Ti)
ϸֱ��TA2�M0Cr18Ni9Ti���Ĵ��ܺ����������
��-����Ӧǥ�����ռ����ͷ�����о�