����ǰ��λ�ã���ҳ>��������>��-����Ӧǥ�����ռ����ͷ�����о�
��-����Ӧǥ�����ռ����ͷ�����о�
���ݼ��
 �ý�����Ӧ��RroduclionTheme
�ý�����Ӧ��RroduclionTheme��-����Ӧ��ǥ�����ռ����ͷ�����о�
�й������ѧ���ൺ��266100���ൺ�������ֵ��������˾��266510��
���ľ�������������Խ��ΰ������
ժҪ�������������о���Ӱ����-����Ӧǥ�������أ������ü�������Ը�Ӱ�����ؽ��бȽϣ��õ���Ӱ����-����Ӧǥ��������������Ҫ����Ϊװ���϶��ǥ������ͺ���λ�á����������������ǥ����ͷ�Ŀ���ǿ�Ƚ����˲��ԣ������ý���������ɨ������������ֶζ���-����Ӧǥ������-������ǥ����ǥ��������֯�������о��ͶԱȣ�֤���˸�Ӧǥ����ǥ����ͷ�������ڻ���ǥ����ǥ����ͷ�����ܡ�
�ؼ��ʣ�����
��Ӧǥ�����������۽ṹ
��ͼ����ţ�TG425
0ǰ��
���ڵؿ��еĺ�����8%���ϣ����ڵ���λ����ͭ�ĺ���ֻ��0.01%[1]������ȫ��������Ѿ������� 1000��֣���Ҫ������ⷨ������Ŀǰ������Ͻ�������������ڸ������ϣ���Ӧ����Ϊ�㷺�Ľ�������֮��[2]����ͬ�ߴ����ܵļ۸�ԼΪͭ�ܼ۸�ľŷ�֮һ����˺�ͭ����ȣ�������Ӧ�������źܴ�ļ۸����ƣ��������ڼҵ���ҵ���������������۵�����ǥ���¶�ʮ�ֽӽ�������-������ǥ��ʱ�����ڼ��Ȳ������������ױ���ʴ���⼫�����Լ�����Ĵ��ģʹ�á���Ӧǥ����������������±�������������ý���ų��ڹ����в�����Ӧ������ԭ�������������Ӷ�ʵ�ֺ��ӹ��̡���Ӧǥ�����ȿ��٣��������У�������ʧ�٣�����Ч�ʸߣ������ǻ��������������ղ���ȷ��֮��Ӧǥ������ʼ����һ�����ܣ����������ȶ���������Ϊ��Ϊ�IJ���ʧ�����������ʴ��ͬʱ��Ӧ�뺸������û���������к�����IJ�������ȫ��������Ӧǥ���豸ռ�ÿռ��С�����Ը��������ֳ���ʵ����������ƶ������ڲ�ȡ�ǽӴ�ʽ���ȷ�������Ӧǥ������
��,���������������ص�Ӱ��[3]�� 1������ϼ�����
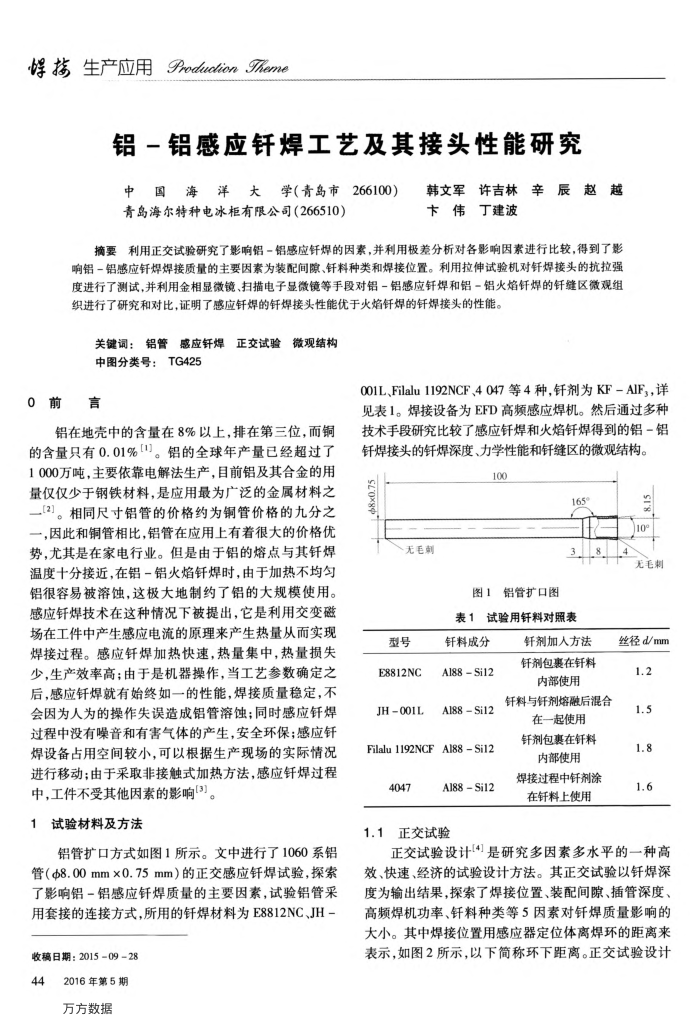
�������ڷ�ʽ��ͼ1��ʾ�����н�����1060ϵ���ܣ�8.00mm��0.75mm����������Ӧǥ�����飬̽����Ӱ����-����Ӧǥ����������Ҫ���أ��������ܲ����ӵ����ӷ�ʽ�����õ�ǥ������ΪE8812NC��JH-
�ո����ڣ�20150928 44
2016���5��������
001L��Filalu1192NCF��4047��4�֣�ǥ��ΪKF-AIF���������1�������豸ΪEFD��Ƶ��Ӧ������Ȼ��ͨ�����ּ����ֶ��о��Ƚ��˸�Ӧǥ���ͻ���ǥ���õ�����-��ǥ����ͷ��ǥ����ȡ���ѧ���ܺ�ǥ�������۽ṹ��
100
165
10
���
�ͺ� E8812NC
JH001L Filalu 1192NCF
ͼ1��������ͼ
3
��1������ǥ�϶��ձ�
ǥ�ϳɷ� A188 Si12 A188Si12
Al88-Si12
4047
AI88Si12
1.1��������
ǥ�����˷���ǥ��������ǥ���ڲ�ʹ��
ǥ����ǥ�����ں���
��һ��ʹ��ǥ��������ǥ���ڲ�ʹ�ú��ӹ�����ǥ��Ϳ��ǥ����ʹ��
���
˿��d/mm 1.2 1.5 1.8 1.6
�����������[4)���о������ض�ˮƽ��һ�ָ�Ч�����١����õ�������Ʒ�����������������ǥ�����Ϊ��������̽���˺���λ�á�װ���϶�������ȡ���Ƶ�������ʡ�ǥ�������5���ض�ǥ������Ӱ��Ĵ�С�����к���λ���ø�Ӧ����λ���뺸���ľ�������ʾ����ͼ2��ʾ�����¼�ƻ��¾��롣�����������
��һ�£����Ͻ�TIG�绡�Ẹ��ͷȱ�ݼ�����
��һ�£���·�弤��ǥ��ϵͳ
�������
Ԥ�Ʋ㲻��֨M�����ֽ�����Ƶ��Ӧǥ����ͷ���漰��ѧ���ܷ���
SJ/T 3201-2016 ��ǥ����ͷ�淶
��ǥ����п���Ͻ�ǥ�ϵ��Ʊ���ǥ����ͷ����֯�Ϳ���ǿ��
����ǿ��﮺Ͻ��ȱ��ι��ռ�����κ����֯����
CB/T 4429-2016 �ʹ�����ͭ�����̹�ǥ������Ҫ��
�����Ѽ���Ͻ����ֽ��������ټ�벻����绡��ǥ������
�ȴ������ն�BCu58ZnMnǥ��ǥ����ͷ��֯�����ܵ�Ӱ��
̼���ܨM�����淴Ӧ�̶ȼ����븴�ϲ�����ѧ���ܵĹ�ϵ