内容简介
 第31卷第1期 2014年1月
第31卷第1期 2014年1月吉林化
工学院学报
JOURNAL OF JILIN INSTTTUTE OF CHEMICAL TECHNOLOCY
文章编号:1007-2853(2014)01-0119-04
产线切换标准化研究
徐伟,吴少雄
(福建工程学院交通运输,福建福州350108)
Vol. 31 No.1 Jan.2014
摘要:顾客需求的多样化要求企业必须对产品生产做出相应的调整,生产方式已经由单品种、大批量生产转变为多品种、小批量生产.品种的交替更换必然导致流水线生产的频繁切换,而切换的质量和效率是整个生产系统持续有效运行的关键.由此,建立起一套标准化产线切换体系,有效地提高切换质量并
极大地缩短了切换时间对生产企业具有非常重要的实际意义和指导意义关键调:产线;切换:标准化
中图分类号:TH162
文献标志码:A
在流水线生产当中,由于生产品种的更换,流水线必须进行必要及时的调整(1].包括设备的测试、调整及更换,操作人员的准备、到岗、任务安排,作业工具和辅助材料的及时供给等[2].为了在最短的时闻内把-切都安排就位,各个生产部门必须紧密配合协作,并且必须对流水线切换的一整套作业过程进行优化改善,并运用IE的知识,建立一个标准化体系,在最短时间内完成产线切换工作,并同时保证生产线的可靠运行[34]
影响线切换效率与质量的因素
企业进行产品生产品种交替时(换线)追求的目标是高效的换线效率和换线质量,由此,在进行产线切线时就要求最大限度地降低换线损失,找出影响
线切换效率和质量的因素,并持续进行改善[56] 1.1换线损失率
换线损失率是用来评估换线损失情况的一个百分数:根据这一百分数来评比目前产线线切换的效率[]
换线损失率=(实际换线时间-目标换线时间)×100%/目标换线时间,
其中换线目标时间是由企业根据生产实际设定的一个参考值,作为产线切换要达到的目标,再由此目标指导线切换工作[8]
1.2影响线切换效率和质量的主要因素
(1)准备工作不足;
(2)在线上机器调整时间太长;(3)换线时组织工作混乱;
(4)现场培训效率太低,时间浪费多;(5)各部门之间的协作不足(9]
2
产线切换问题分析
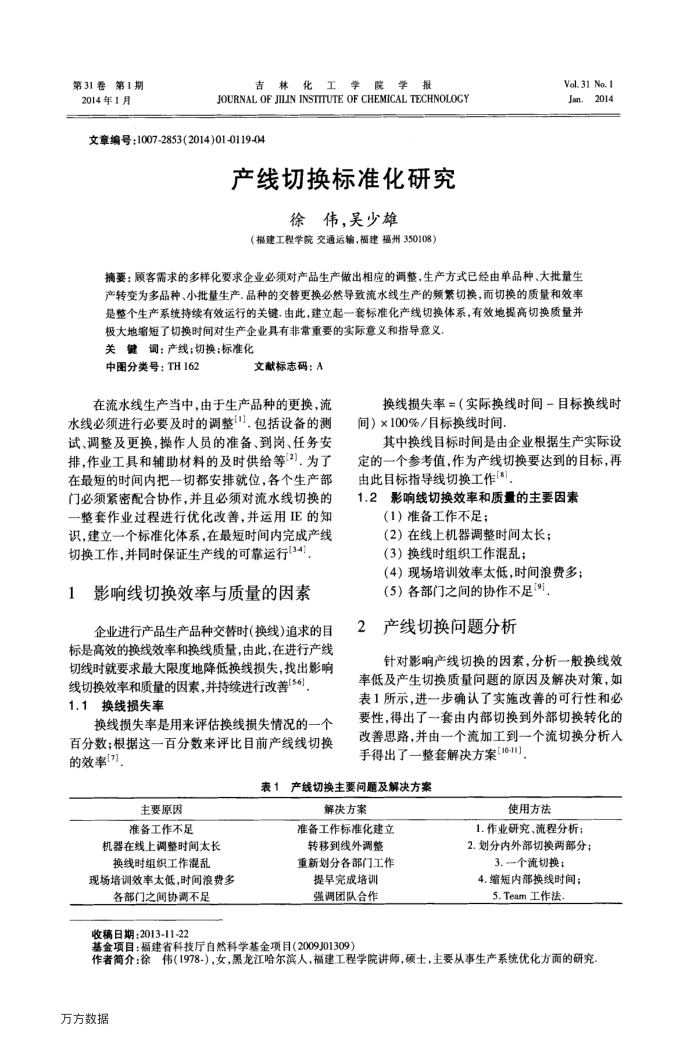
针对影响产线切换的因素,分析一般换线效
率低及产生切换质量问题的原因及解决对策,如表1所示,进一步确认了实施改善的可行性和必要性,得出了一套由内部切换到外部切换转化的改善思路,并由一个流加工到一个流切换分析人手得出了一整套解决方案10-1]
表1产线切换主要问题及解决方案
主要原因准备工作不足
机器在线上调整时间太长换线时组织工作混乱
现场培训效率太低,时间浪费多
各部门之阔协调不足
解决方案
准备工作标准化建立转移到线外调整重新划分各部门工作提早完成培训强调团队合作
收稿日期:2013-11-22
基金项目:福建省科技厅白然科学基金项目(2009J01309)
使用方法
1.作业研究、流程分析; 2.划分内外部切换两部分;
3.--个流切换: 4.缩短内部换线时间; 5.Team工作法
作者篇介:徐伟(1978-),女,黑龙江哈尔滨人,福建工程学院讲师,硕士,主要从事生产系统优化方面的研究万方数据