太阳能电池片导电胶串焊技术及电池片受力分析
内容简介
 ,机械研究与应用・2016年第2期(第29卷,总第142期) doi;10. 16576/j. cnki. 10074414.2016.02. 033
,机械研究与应用・2016年第2期(第29卷,总第142期) doi;10. 16576/j. cnki. 10074414.2016.02. 033应用与试验
太阳能电池片导电胶串焊技术及电池片受力分析
李海宁,丁志强
(常州天合光能有限公司光伏科学与技术国家重点实验宝,江苏常州213031)
摘要:随着太阳能电池片厚度的减薄及市场无铅低温辉接的需求,促使导电胶新型自动串焊技术成为一种趋势,与音通串焊技术相比,主要增加了贴胶、胶带预压及胶带终压三步工序,减少了助焊剂喷涂一步工序。在终压工况下,针
对主背概偏移的数值不同,建立电池片的ANSYS有限元模型,进行应力状态分析。关键词:导电胶;低温焊接:ANSYS应力分析
中图分类号:TQ433.437
文献标志码:A
文章编号:10074414(2016)02009902
String-welding Technology of ConductiveFilm of Solar Cells Typeand ForceAnalysis of Solar Type
LI Haimin,DING Zhi-qiang
( State Key Laboratory of Photovoltaic Science & Technology, Changzhou Trind
Solar Energy Co. ,Lid, Changzhou Jiangsu 213031, China)
Abstract: With the thickness of solar cells type becomes thinner, and the need of leadfree and lowtemperature welding, some new type automatic welding become a trend such as the CF equipment, Compared with the conventional welding equip-ment, the stick glue, lamination and final bonding are increased, which reduce the flux spraying and welding parts. In the condition of final bonding,aiming at the difference of main and back bushar offset values, the cell model is established by AN-SYS in order to analyze the stress.
Key words : conductive film; lowtemperature welding; ANSYS; stress analysis
引言 0
电池片串焊是太阳能组件制造中的重要工序,是将单片的电池通过焊带连接起来使其形成一整体,其中焊接温度、焊带、助焊剂、电池片本身的质量都影响组件质量的好坏。随着组件无铅化、硅片越来越薄以及更高效电池片的发展,普通串焊技术在电池片的焊接过程中,由于焊接温度高导致电池片变形较大,碎片率也越来越高,这就对串焊技术提出了更高的要求。导电胶太阳能电池片串焊技术采用低温粘接工
艺,无需助焊剂,是实现导电连接的理想选择。 1导电胶串焊技术介绍
导电胶串焊技术是一种新型的电池片串焊技术,
采用导电胶带实现焊带与电池片的连接。导电胶是种固化或干燥后具有一定导电性的粘胶剂,具有出色的耐湿耐热性和导电稳定性,且与焊带在一定温度及压力下能很好的兼容,和锡、锡银及汇流条具有很好的兼容性,可替代生产过程中的焊料[1]。导电胶串焊技术与普通串焊技术相比,主要增加了贴胶、胶带预压及胶带终压三部分,也减少了助焊剂喷涂及高温焊接部分。导电胶技术的工艺路线图如图1所示。
上料》视觉
贴胶》
现宽
数
图1导电胶技术的工艺路线图
*收稿日期:2016-02-18
预压、终压原理图及主要参数 2
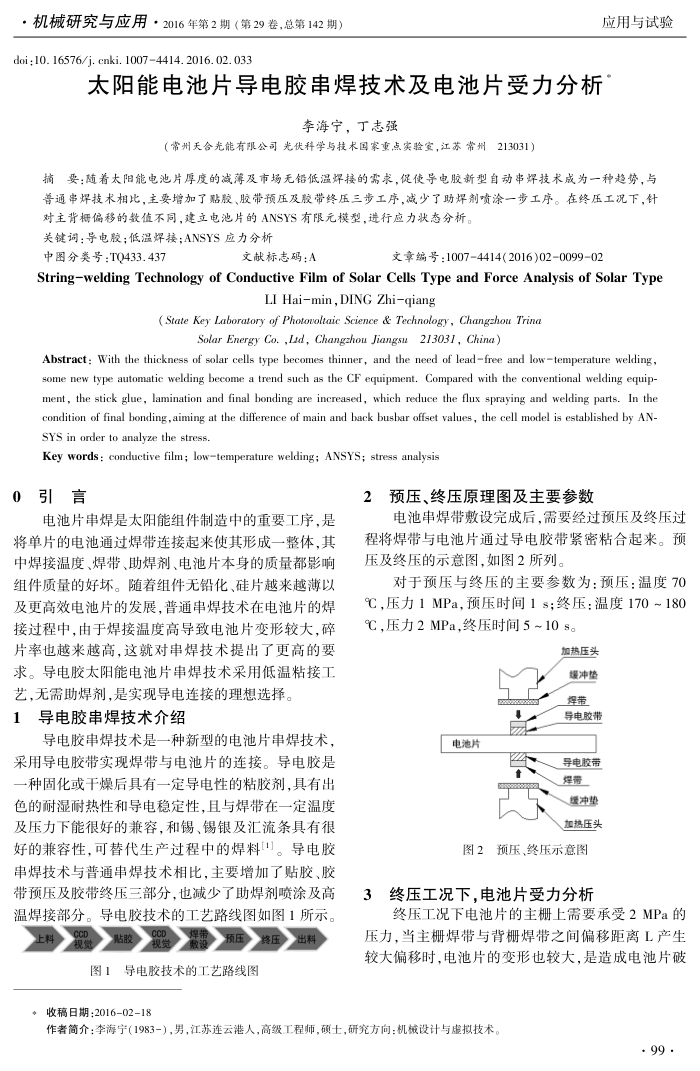
电池串焊带敷设完成后,需要经过预压及终压过
程将焊带与电池片通过导电胶带紧密粘合起来。预压及终压的示意图,如图2所列。
对于预压与终压的主要参数为:预压:温度70 ℃,压力1MPa,预压时间1s;终压:温度170~180 ℃压力2MPa,终压时间5~10s。
加热压头缓冲垫焊带导电胶带
电池片
导电胶带
299999
焊带加热压头
图2预压、终压示意图
终压工况下,电池片受力分析 3
终压工况下电池片的主栅上需要承受2MPa的
压力,当主栅焊带与背栅焊带之间偏移距离L产生较大偏移时,电池片的变形也较大,是造成电池片破
作者简介:李海宁(1983-),男,江苏连云港人,高级工程师,硕士,研究方向:机械设计与虚拟技术。
・ 99 ・