您当前的位置:首页>论文资料>周波控制在数控切割机中的应用
内容简介
 能源技术
能源技术传源南环境 EN972
周波控制在数控切割机中的应用
陈淑芳
(福州职业技术学院福建福州
350108
摘要提出种双向晶间管交流周波调功器,采用过触发电路,全周波数控的方式,榆出电压0~100%可调节,电压电流波形呈正弦波群,脱节能,又不产生谱流,避免了解态浪涌的电冲击的危害,解决了现有数控切制机易产生解间电流过大而损坏元件及功率因素低的问题。
关键调周波调功数控切割机节能
中图分类号:TG48
文献标识码:A
文章编号:1672-9064(2012)04-035-03
现今的中国工业已逐步由人力劳动向自动化机械化生产方向转型,机械节能节损已成为当今工业生产的重要间题,且世界各国都已经陆续对电器产品的待机功耗和效率实施越来越严格的省电要求。节能的关键是要进一步减小无功损耗,使得大部分功率送到负载上。这就促使新一代的节能技术诞生。
数控切制机比较集中使用在模具、夹具、检具等方面,它涉及到生括的方方面面,市场的需求量及其可观。但在实际中切制机存在诸多向题:其中一个就是当电源开关打开的脱间经常会造成损坏,所以经常要维修机器。作为数控切制机(电火花)的动力设备,在启动后的运转过程中,电机的负载保持恒定的一般为少数,即切制机的负载随着切割材料的厚度的不同而变化,这就使电机额定输出功率的利用率不高,尤其是电机空载或欠载时,有功功率减小,电路的功率因素大幅下降。
品阐管交流调功在功率控制中应用越来越广泛,目前国内的品闸管交流调功电路主要以相位控制为主,但相位控制功率因索低;其次,相位控制方式的最大缺点是:"缺角"的正弦波会产生相当大的高次请波,会使变压器发热,对交流电动机产生脉动转矩,铁耗铜损量增加,产生机械震动、音及过电流等。本文提出的由双向品南管及其组成过零触发方式。其控制方式是,使双向晶闸管主回路在整个正弦全波电压期间导通一定的周波数,然后再阻断一定的周波数,依轻重负载的变化导通不同比率的周波。避免了采用相位控制时晶品闸管触发导通的瞬态浪涌电流和di/dt的危害,面且负载上得到的是完整的电斥电流波形,既节能,又不产生请波,使数控线切制机的电机依据设定始终保持运行在最佳状态,不受电应力的冲击。
1
电路组成及工作原理
主同路由电机、可控硅及触发器同路组成:电子电路由
同步脉冲源,周波比例控制组成:辅助电路由低电压12V直流电源,材料厚度档位选择电路等组成。
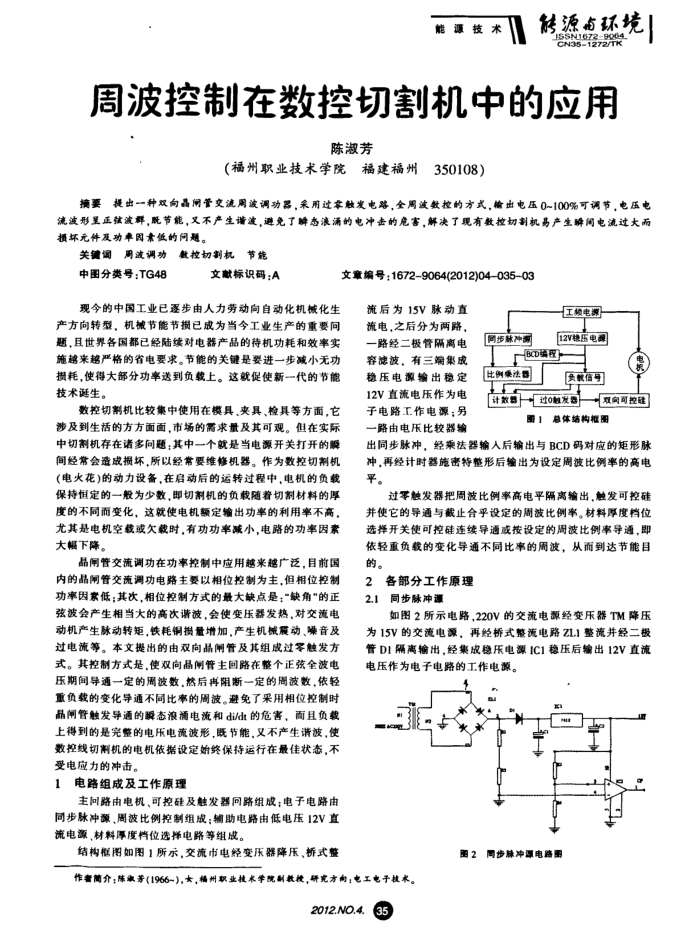
结构框图如图1所示,交流市电经变压器降压,桥式整
流后为15V脉动直流电,之后分为两路,一路经二极管隔离电容滤波,有三端集成稳压电源输出稳定 12V直流电压作为电子电路工作电源;另一路由电压比较器输
工额电调[2V桃压电源
同步脉冲源
BD端控
比例康法器
款信号
计数带过0触发器
机
双向可控硅
总体结构框图图
出同步脉冲,经乘法器输人后输出与BCD码对应的矩形脉冲,再经计时器施密特整形后输出为设定周波比例率的高电平。
过零触发器把周波比例率高电平隔离输出,触发可控硅并使它的导通与截止合乎设定的周波比例率。材料厚度档位选择开关使可控硅连续导通或按设定的周波比例率导通,即依轻重负载的变化导通不同比率的周波,从而到达节能目的。
2
各部分工作原理
2.1
同步脉冲源
如图2所示电路,220V的交流电源经变压器TM降压为15V的交流电源,再经桥式整流电路ZL1整流并经二极管D1隔离输出,经集成稳压电源IC1稳压后输出12V直流电压作为电子电路的工作电源。
图2周步脉冲源电路围
作奢简介;陈款券(1966-),★,幅州职业捷术掌院制教校,研究方向;电工电于技术。
2012.NO.4.
35
上一章:应对气候变化为我们带来的机遇
下一章:应用量油车标定北部过渡带产液量可行性研究