您当前的位置:首页>论文资料>发动机管类钎焊部品的质量控制
内容简介
 科技论坛
科技论坛发动机管类钎焊部品的质量控制
许婧
(天津科技大学机械工程学院,天津300000)
・101-
商要:针焊广泛应用于发动机油管、水管类的焊接。主要接头形式为格接和套接,焊接位置为平焊,对被焊钢板厚度无要求,可焊接摘
碳素钢、合金钢、铸铁、铜及铜合金等。生产率高,造合批量生产。结合实际,针对发动机管类针焊部品的质量控制错施进行了论述。
关键词:发动机管类;针焊;质量控制
钎焊广泛应用于发动机油管、水管类的焊接。主要接头形式为搭接和套接,焊接位置为平焊,对被焊钢板厚度无要求,可焊接碳素钢、合金钢、铸铁、铜及铜合金等。生产率高.适合批量生产。
1钎焊工艺的操作方法及品质控制 1.1钎剂的使用及管理
两种被焊金属使用针剂作为粘结介质,针剂分为声状针焊膏及固体状纤挥两种,一股根据工艺的设置进行合理选择。焊旁在进行焊剂粉末配兑时要注意配比比例,配兑后要注意密封保存。在工厂中焊音一般使用液压枪涂布,一是可以对焊膏的涂布量进行定量管理,二是便于密封保存,避免焊膏异物混人及脱水。焊棒在保存时也同样要注意防止被氧化,例如铜焊棒的保管,它作为一种活跃金属,在空气中是极容易被氧化的,不使用时应要善储存。
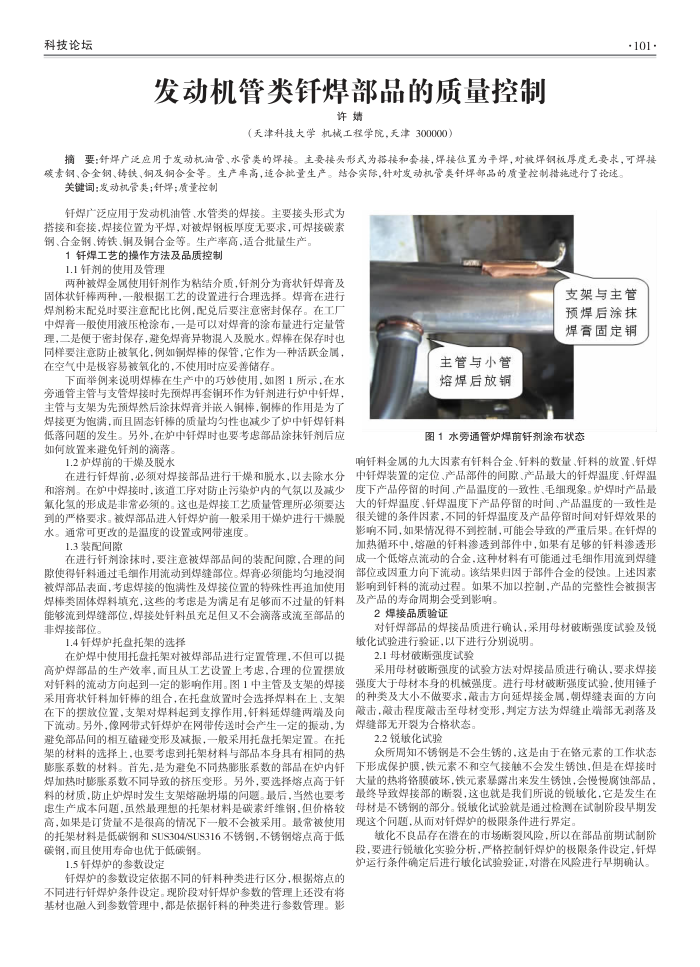
下面举例来说明焊棒在生产中的巧妙使用,如图1所示,在水旁通管主管与支管焊接时先预焊再套铜环作为钎剂进行炉中钎焊,主管与支架为先预焊然后涂抹焊音并嵌入铜棒,铜棒的作用是为了焊接更为饱满,而且固态针棒的质量均匀性也减少了炉中纤焊针料低落间题的发生。另外,在炉中钎焊时也要考患部品涂抹钎剂后应如何效置来避免舒剂的滴落。
1.2炉焊前的干燥及脱水
在进行钎焊前,必须对焊接部品进行干燥和脱水,以去除水分和溶剂。在炉中焊接时,该道工序对防止污染炉内的气氛以及减少氟化氢的形成是非常必须的。这也是焊接工艺质量管理所必须要达到的严格要求。被焊部品进人舒焊炉前一般采用于媒炉进行于爆脱水。通常可更改的是温度的设置或网带速度
1.3装配间原
在进行钎剂涂抹时,要注意被焊部品间的装配间隙,合理的间隙使得钎料通过毛细作用流动到焊缝部位。焊膏必领能均匀地浸润被焊部品表面,考虑焊接的饱满性及焊接位置的特殊性再追加使用焊棒类固体焊料填充,这些的考虑是为满足有足够而不过量的钎料能够流到焊缝部位,焊接处钎料虽充足但又不会滴落或流至部品的非焊接部位
1.4钎焊炉托盘托架的选择
在炉焊中使用托盘托架对被焊部品进行定置管理,不但可以提高炉焊部品的生产效率,面且从工艺设置上考,合理的位置摆放对钎料的流动方向起到一定的影响作用。图1中主管及支架的焊接采用膏状针料加针释的组合,在托盘放置时会选择焊料在上、支架在下的摆敬位置,支架对焊料起到支撑作用,针料延焊缝两端及向下流动。另外,像网带式钎焊炉在网带传送时会产生一定的振动,为避免部品间的相互错碰变形及减振,一般采用托盘托架定置。在托架的材料的选择上,也要考虑到托架材料与部品本身具有相同的热膨账系数的材料。首先,是为避免不同热膨胀系数的部品在炉内针钎焊加热时膨账系数不同导致的挤压变形。另外,要选择熔点高于纤料的材质,防止炉焊时发生支架熔融期的间题。最后,当然也要考虑生产成本间题,虽然最理想的托架材料是碳素纤维钢.但价格较高,如果是订货量不是很高的情况下一般不会被采用。最常被使用的托架材料是低碳钢和SUS304/SUS316不锈钢,不锈钢熔点高于低碳钢,而且使用寿命也优于低碳钢。
1.5钎焊炉的参数设定
钎焊炉的参数设定依据不同的钎料种类进行区分,根据熔点的不同进行钎焊炉条件设定。现阶段对钎焊炉参数的管理上还没有将基材也融入到参数管理中,都是依据钎料的种类进行参数管理。影
主管与小管熔焊后放铜
支架与主管预焊后涂抹焊膏固定铜
图1水旁通管炉焊前钎剂涂布状态
响钎料金属的九大固素有钎料合金、钎料的数量、钎料的放置、钎焊中钎焊装置的定位、产品部件的间隙、产品最大的钎焊温度、钎焊温度下产品停留的时间、产品温度的一致性、毛细现象。炉焊时产品最大的舒焊温度、钎焊温度下产品停留的时间、产品温度的一致性是很关键的条件因素,不同的钎焊温度及产品停留时间对针纤焊效果的影响不同,如果情况得不到控制,可能会导致的严重后果。在钎焊的加热循环中,熔融的舒料渗透到部件中,如果有足够的钎料渗透形成一个低熔点流动的合金,这种材料有可能通过毛细作用流到焊缝部位或因重力向下流动。该结果归因于部件合金的侵蚀。上述因素影响到钎料的流动过程。如果不加以控制,产品的完整性会被损害及产品的寿命周期会受到影响。
2焊接品质验证
对钎焊部品的焊接品质进行确认,采用母材破断强度试验及锐披化试验进行验证,以下进行分别说明,
2.1母材破断强度试验
采用母材破断强度的试验方法对焊接晶质进行确认,要求焊接强度大于母材本身的机械强度。进行母材破断强度试验,使用锤子的种类及大小不做要求,鹿击方向延焊接金属,期焊缝表面的方向击,敲击程度击至母材变形,判定方法为焊缝止端部无剥落及焊缝部无开裂为合格状态。
2.2锐化试验
众所周知不锈钢是不会生锈的,这是由于在铬元素的工作状态下形成保护膜,铁元素不和空气接触不会发生锈蚀,但是在焊接时大量的热将铬膜破坏,铁元素暴露出来发生锈蚀,会慢慢腐蚀部品,最终导致焊接部的断裂,这也就是我们所说的锐披化,它是发生在母材是不锈钢的部分。锐披化试验就是通过检测在试制阶段早期发现这个间题,从而对钎焊炉的极限条件进行界定
额化不良品存在潜在的市场断裂风险,所以在部品前期试制阶段,要进行锐敏化实验分析,产格控制针焊炉的极限条件设定,钎焊炉运行条件确定后进行披化试验验证,对潜在风险进行早期确认。