钢桥U肋焊接新工艺--金属芯药芯焊丝CO2气体保护焊
内容简介
 ProducdionTene生产应用样接
ProducdionTene生产应用样接钢桥U肋焊接新工艺―一金属芯
药芯焊丝CO,气体保护焊
武船重型工程有限公司(武汉市430415)
张华舒先庆李立明武峰叶君龙
摘要针对目前钢桥U助焊接中存在的共性技术间题进行了研究。采用宏观断面分析、冷裂敏感性对比试
件对U肋焊缝熔透率及焊缝成形的影响,优化了焊接坡口尺寸和工艺参数。研究结果表明:对于钢桥板厚为8mm 的U肋角焊缝,采用金属芯药芯焊丝CO,气体保护焊,焊丝直径为1.6mm,可一道焊接成形,焊缝熔透率大于 80%,外观成形和内部质量良好,可大幅提高焊接工效,降低生产成本,从焊接新工艺途径上得到了突破。
关键调:钢桥U肋金属芯药芯焊丝
工艺参数焊缝熔透率焊缝成形
中图分类号:TG444
0前言
中国的焊接钢桥正在蓬勃发展,跨江河、跨海大桥不断建成。钢桥为设计使用寿命百年以上的公共建筑,且属典型的受动载载荷结构,对焊接接头质量的要求非常严格"。U肋焊接是整个钢桥生产制造中的重要组成部分,U肋与面、底板间角焊缝要求有较高的抗疲劳性能,是钢桥焊接中的重点与难点。近年来,国内有多座钢桥在运营期间受车轮载荷作用,U肋与面板间角焊缝出现了开裂问题,给钢桥的设计与制造者带来了警示和思考。
目前,钢桥U肋焊接均采用熔渣型药芯焊丝CO,气体保护焊或实心焊丝CO,气体保护焊,但鉴于U肋焊缝的接头形式和技术要求的特殊性,在焊接质量、工效与成本上未能达到较好的综合效益:尤其对于板厚为8mm的U助,采用熔渣型药芯焊丝焊接,若单道焊接,焊缝金属填充量不足,焊缝外观成形不良,若两道焊接,则焊接生产效率过低。中铁山桥公司[2]对钢桥 U助加劲焊接技术进行了总结,但仅基于现有技术介绍了U肋焊接的工艺要求,并没有突破U肋焊接中的共性技术问题。
金属芯药芯焊丝是近年来国际上发展的新趋势,相对于熔渣型药芯焊丝,它的药芯大部分是金属粉,只有少量的稳弧剂和造渣剂,具备高熔敷速度、低飞溅率、焊接工艺性好的特点,而且氢含量可以较易地限制
收稿日期;201003-17
在较低的水平,使焊缝抗裂性能得到提高,同时可减少焊接气孔倾向[3)。将金属芯药芯焊丝用于U肋焊缝的焊接,利用其良好的工艺性能和更高的熔敷速度优势,旨在解决目前行业中钢桥U肋焊接存在的共性技术问题,特别是对于板厚为8mm的U肋角焊缝,可一道焊接成形。因而改善了焊缝外观成形和内部质量,大幅提高焊接工效,降低生产成本。
1U助角焊缝设计要求及工艺特点 1.1设计要求
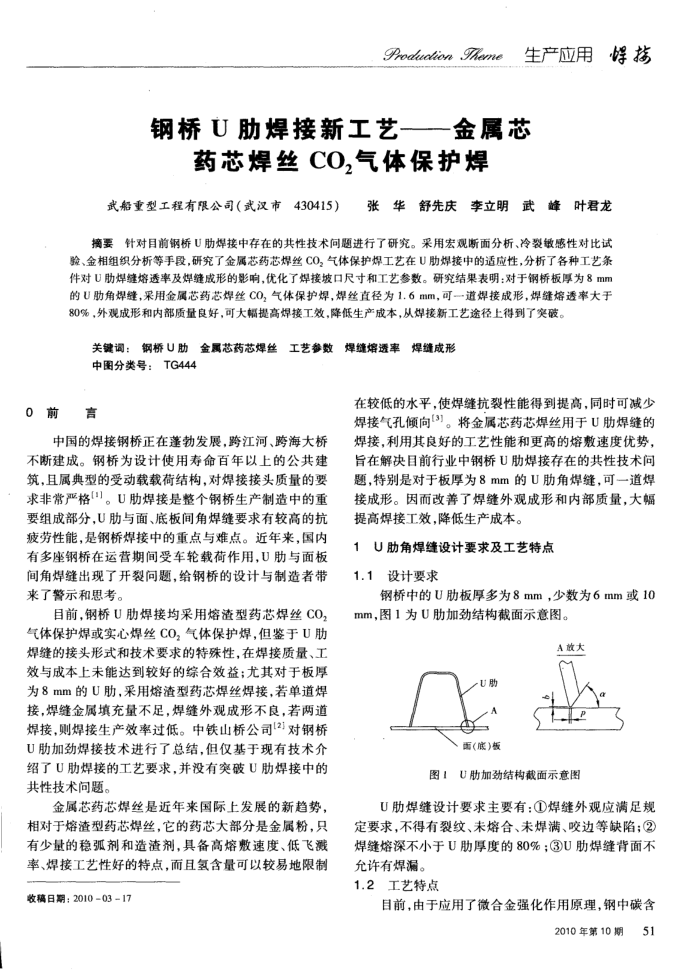
钢桥中的U肋板厚多为8mm,少数为6mm或10 mm,图1为U肋加劲结构截面示意图。
A放大
U 面(底)板
图!U助加劲结构截面示意图
U助焊缝设计要求主要有:(1)焊缝外观应满足规定要求,不得有裂纹、未熔合、未焊满、咬边等缺陷;② 焊缝熔深不小于U肋厚度的80%;③U肋焊缝背面不
允许有焊漏。 1.2工艺特点
目前,由于应用了微合金强化作用原理,钢中碳含
2010年第10期
51
上一章:抛喷丸清理用低碳铸钢丸ERVIN循环寿命的研究
下一章:鼓轮锻件的生产试制
相关文章
高强度结构钢药芯焊丝气体保护焊工艺设计与开发
NB/T 20009.5-2013 压水堆核电厂用焊接材料 第5部分:1、2、3级设备用碳钢气体保护电弧焊药芯焊丝
浅析CO2气体保护焊丝的焊接应用技术
CO2气体保护焊工艺与操作技巧
T/CHTS 10029-2020 公路桥梁正交异性钢桥面板U肋双面焊接技术指南
NB/T 47018.3-2017 承压设备用焊接材料订货技术条件第3部分∶ 气体保护电弧焊钢焊丝和填充丝
NB/T 20009.32-2018 压水堆核电厂用焊接材料 第32部分:低合金钢气体保护焊焊丝
NB/T 20009.36-2018 压水堆核电厂用焊接材料 第36部分:钢制安全壳用气体保护焊焊丝