您当前的位置:首页>论文资料>多台阶轴头短流程冷精锻成形工艺
内容简介
 第42卷第6期 Vol. 42No. 6
第42卷第6期 Vol. 42No. 6假压技术
FORGING & STAMPING TECHNOLOGY
多台阶轴头短流程冷精锻成形工艺
刘百宣,刘华
(郑州机械研究所,河南郑州450001)
2017年6月 Jun2017
摘要:针对某型号多台阶轴头形状尺寸及冷精锻工艺特点,采取挤压、锻粗、缩径等不同工艺在工序内结合应用的方法,制定了多台阶轴头短流程冷精锻成形工艺。通过数值模拟和实验研究相结合的方法,对所制定的工艺进行分析研究,最终获得了两道工序成形8个台阶尺寸的多台阶轴头短流程冷精锻成形工艺,并在实验过程中采用了高分子润滑剂,进一步缩短了从下料到最终成形的整个工艺流程。结果表明:通过合理分配各工序变形量、工序内多种冷锻工艺结合应用的方法,可有效减少台阶轴冷精锻成形工序总数,实现在普通压力机上的高效率生产;Defom-3D模拟软件对工艺的模拟结果与实验结果相一致,说明有限元模拟对成形效果、压力大小的预测是可行的。
关键词:多台阶轴头:短流程冷精锻成形:高分子润滑剂:有限元模拟分析 DOI: 10. 13330/j. issn. 1000-3940. 2017. 06. 005
中图分类号:TG376.3
文献标识码:A
文章编号:1000-3940(2017)06-0021-06
Short process of multi-step spindle head in cold precision forging
Liu Baixuan,Liu Hua
( Zhengzhou Research Institute of Mechanical Engineering, Zhengzhou 450001, China)
Abstract: For the characteristics of shape size and cold precision forging process of a certain type of multi-step spindle head, a cold preci-sion forging process with short flow was worked out by combining different cold forging processes such as extrusion, upsetting and ironing in one step- Then, the process was analyzed and studied by comparing numerical simulation with experimental study , and finally the cold precision forging process with short flow for multi-step spindle head with two-step forming and eight-step size was obtained. Furthermore, the high polymer lubricant was used to further shorten the whole process flow from the billet to final forming. Results show that the total numbers of cold forging forming process of multi-step spindle head are reduced effectively by a reasonable arrangement on deformation val-ues of erery process and combined application of different cold forging processes in one step, and as a result, high efficiency production is achieved with common press. Thus, the simulation results of the Deform-3D are consistent with the experimental results, and it shows that the finite element simulation is feasible to predict the forming effect and the pressure size.
sisieur roens uaaa aug ueaaqn aukod y 1sugoy uosaard proo mo os pea apurds dasn sprom ay
在各种机械产品中,台阶轴作为重要的传动零件被广泛使用,而这类零件的制造工艺也因产品需求量大小和地区制造业水平高低而不同。在需求量不大的产品中,多采用棒料直接车削而成;在汽车等需求量大的工业领域,基本采用锻造成形加机械加工的方法制造。在国外发达国家锻造这种台阶轴,一般在多工位压力机上冷锻成形,不仅效率高,而且产品精度高、性能好;在国内受锻造工业发展水平的限制,一般采用热锻毛坏再车前加工或用多台
收稿日期:20161228;修订日期:20170220 基金项目:郑州市重大科技专项(152FZDZX007)作者简介:刘百宣(1973-),男,硕士,高级工程师 E-mail: liubx@ 163. com
万方数据
压力机冷锻成形,效率低、成本高【1-6]。
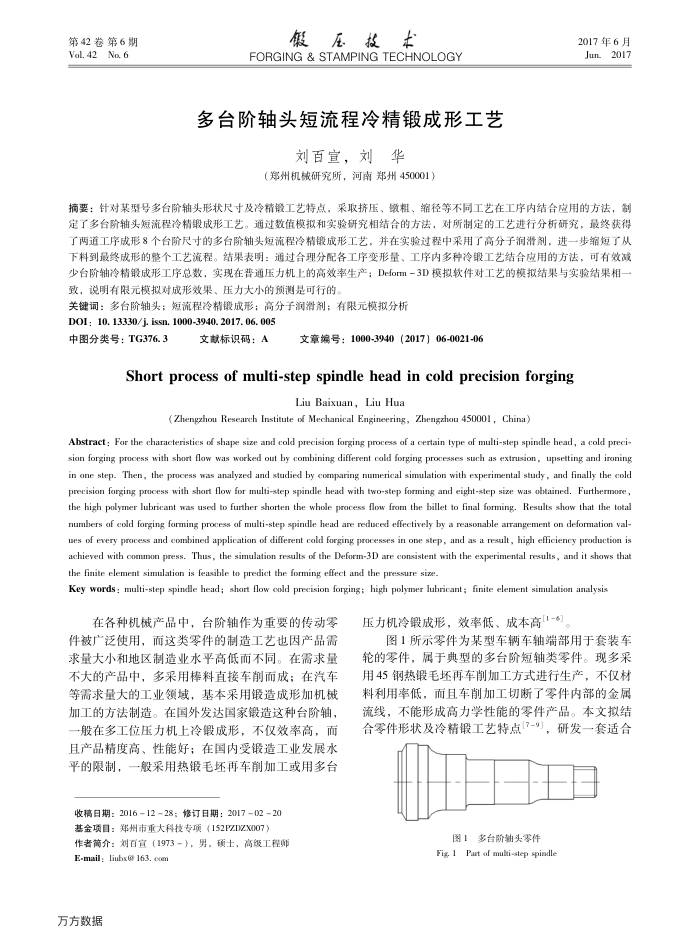
图1所示零件为某型车辆车轴端部用于套装车轮的零件,属于典型的多台阶短轴类零件。现多采用45钢热锻毛坏再车削加工方式进行生产,不仅材料利用率低,而且车削加工切断了零件内部的金属流线,不能形成高力学性能的零件产品。本文拟结合零件形状及冷精锻工艺特点[7-9),研发一套适合
图1
多台阶轴头零件
Fig. 1 Part of multi-step spindle
上一章:汽车轻量化及铝合金在现代汽车生产中的应用
下一章:矩形截面锻件的径向锻造力与展宽