您当前的位置:首页>论文资料>军车车门总成柔性化冲压试制工艺研究及应用
内容简介
 第42卷第7期 Vol. 42No. 7
第42卷第7期 Vol. 42No. 7钣压技术
FORGING & STAMPING TECHNOLOGY
军车车门总成柔性化冲压试制工艺研究及应用
阮楹妍,胡文治,康洁,穆传坤,张亚歧,王
(东风汽车公司技术中心产品工程部,湖北武汉430058)
彬,周海龙
2017年7月 Jul.2017
摘要:针对车门外板复杂的细节特征需投入多套工装才能保证样件尺寸精度,提出了一种柔性化冲压试制工艺方案。首先分析车门外板必要的成形工序,结合各工序工装特点,将车门外板的拉延、翻边及总成包边3道工序集成在一套工装上,将拉延凹模设计成镶块结构,通过镶块的例置以及调整修边线和分模线位置实现“一模多用";其次,给出了该柔性化冲压试制工艺的适用条件;最后以某军车车门总成为例,对该柔性化冲压试制工艺方案及模具进行了验证。结果表明:相比传统方案,该柔性化冲压方案可减少工装2套、节约费用45%、缩减生产周期40%。
关键词:车门外板:包边总成:柔性化冲压工艺;一模多用;工装 DOI: 10. 13330/j. issn. 1000-3940. 2017. 07. 005
中图分类号:TG386
文献标识码:A
文章编号:1000-3940(2017)07-0024-07
Research and application on flexible stamping trial technique of
military vehicle door assembly
Ruan Yingyan, Hu Wenzhi, Kang Jie, Mu Chuankun, Zhang Yaqi, Wang Bin, Zhou Hailong
( Engineering Department, Technical Center of Dongfeng Motor Corporation, Wuhan 430058 , China)
Abstract : For the conplexity of detailed features for auto extemal door panel, which needs the applications of multiple fixture to ensure the size accuracy of sample, a flexible stamping trial technique was proposed. First, necessary forming steps of auto extemal door panel were analyzed. Combined with the characteristics of each step, the drawing, flanging and erimping steps about the auto external door panel were integrated into
a set of fixture. Therefore, the drawing die realized by the inversion of insert and the trial technique were given. Finally, for the door
ins
ructun
and the flexible stamping of one die with multiple-position was
of trimming and parting line. Secondly, the applieation conditions of the flexible stamping
ssembly of a military vehicle, the
were werified. The results show that the flexible s
stameingsche
40% coempared to the traditional ont
reduce
scheme and die of the flexible stanping trial technique
of fixture
e 45% cost and shorten the production cycle by
Key words : auto external door panel; crimping assembly; flexible stamping process; one die with multiple-position; fixture
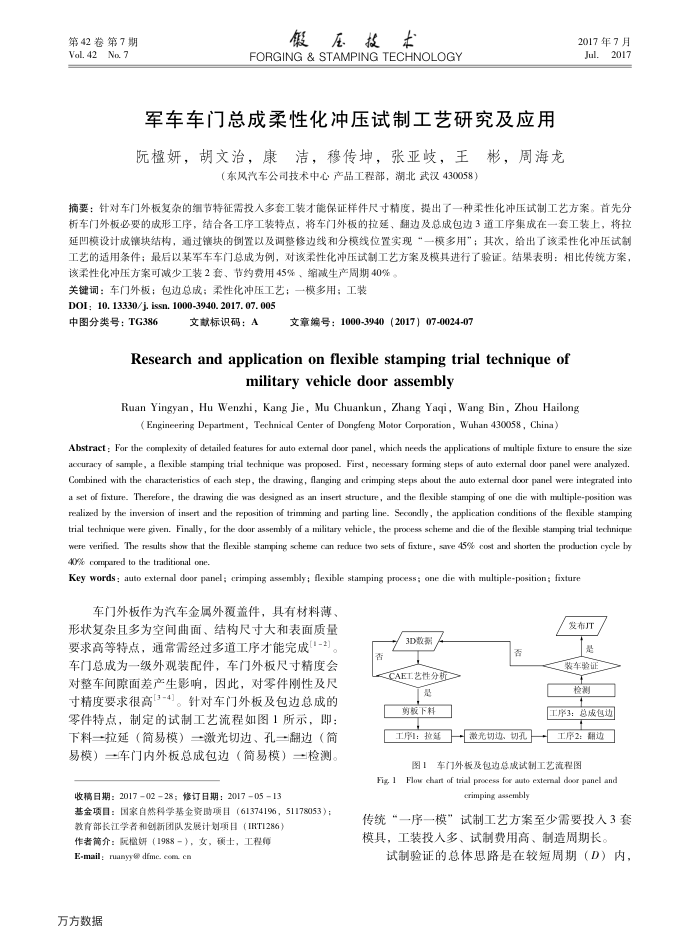
车门外板作为汽车金属外覆盖件,具有材料薄、形状复杂且多为空间曲面、结构尺寸大和表面质量要求高等特点,通常需经过多道工序才能完成1-1] 车门总成为一级外观装配件,车门外板尺寸精度会对整车间隙面差产生影响,因此,对零件刚性及尺寸精度要求很高[3-4]。针对车门外板及包边总成的零件特点,制定的试制工艺流程如图1所示,即:下料一拉延(简易模)→激光切边、孔一翻边(简易模)一车门内外板总成包边(简易模)检测。
收稿日期:20170228;修订日期:20170513
基金项目:国家自然科学基金资助项目(61374196,51178053);
教育部长江学者和创新团队发展计划项目(IRT1286)作者简介:阮橙妍(1988-),女,硕士,工程师 E-mail: ruany@ dfmc. com cn
万方数据
3D数据
CAE工艺性分析
「是剪版下料
吾
发布厅装车验证 + 检测
工序3:
总成包边
工序:拉延微光切边、切孔工序2:翻边
图1车门外板及包边总成试制工艺流程图
Flor chart of trial process foe auto extermal door panel and
Fig. 1
crimping assembly
传统“一序一模”试制工艺方案至少需要投入3套模具,工装投人多、试制费用高、制造周期长,
试制验证的总体思路是在较短周期(D)内,