您当前的位置:首页>论文资料>油库生产工艺设计方法探讨
内容简介
 油库生产工艺设计方法探讨
油库生产工艺设计方法探讨刘中伟(中国船舶燃料供应青岛有限公司)
摘要:为增加经济效益,通应多品种油品的错运需求,商业油库不新改进设备工艺,生产工艺越来越复杂,固此工艺择优问题被提了出来。但面对错筛复杂的管网,即使是一名对生产管理十分熟悉的员工也很难将所有的可行方案一一列举出来。本文应用排列组合的方法计算出所有可行方案,排除各种药束条件,肺选最性方案,付诸实施。
关键词:生产工艺;设计;持列组;药束条件
工艺流程图是油库设施、设备在图纸上的反应,它是管理者安排生产根本依据。油库的所有生产工艺都是在这个基础上设计产生的。对于工艺的研究,不仅仅是油库生产安排、安全管理的需要,业务部门的需求也在不断增加,警如在开展一项新业务(如,增加一个油品储运品种)之前,经营者考虑的首要任务是现有生产工艺能否满足生产需求。然而业务人员大多不了解生产工艺,需要向熟悉生产的调度指挥人员咨询。生产工艺设计考虑的方方面面的因素很多,有时候一个阀门考虑不周就很客易产生混油事故,这样的教训多次发生。有没有方法一劳永遵地解决这个问题呢?答案时肯定的。
一、理论计算所有可能的方案
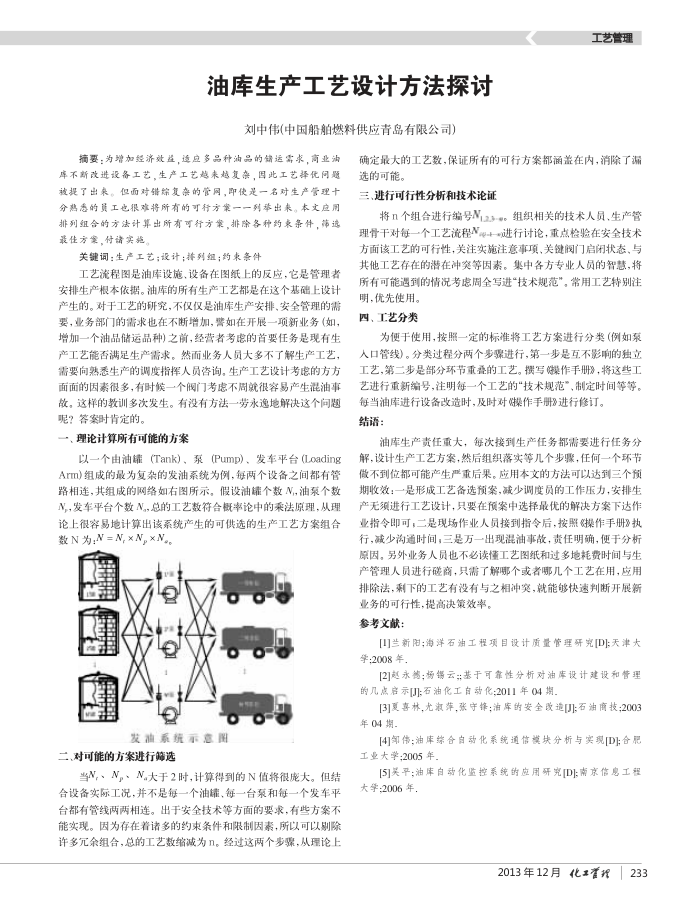
以一个由油罐(Tank)、泵(Pump)、发车平台(Loading Arm)组成的最为复杂的发油系统为例,每两个设备之间都有管路相连,其组成的网络如右图所示。假设油罐个数N,油泵个数 N,发车平台个数N。总的工艺数符合概率论中的乘法原理,从理论上很容易地计算出该系统产生的可供选的生产工艺方案组合数N为,N=N,×N,×N。
西
发油系统示意图
二、对可能的方案进行筛选
OE
当N,、N,、N。大于2时,计算得到的N值将很庞大。但结合设备实际工况,并不是每一个油罐、每一台泵和每一个发车平台都有管线两两相连。出于安全技术等方面的要求,有些方案不能实现。因为存在着诸多的约束条件和限制固素,所以可以别除许多允余组合,总的工艺数缩减为Ⅱ。经过这两个步骤,从理论上
工艺管理
确定最大的工艺数,保证所有的可行方案都涵盖在内,消除了漏选的可能。
三、进行可行性分析和技术论证
将Ⅱ个组合进行编号N,23-。组织相关的技术人员、生产管理骨干对每一个工艺流程N--进行讨论,重点检验在安全技术方面该工艺的可行性,关注实施注意事项,关键阀门启闭状态,与其他工艺存在的潜在冲突等固素。集中各方专业人员的智慧,将所有可能遇到的情况考虑周全写进“技术规范,常用工艺特别注
明,优先使用。四、工艺分类
为便于使用,按照一定的标准将工艺方案进行分类(例如系人口管线)。分类过程分两个步进行,第一步是互不影响的独立工艺,第二步是部分环节重叠的工艺。携写操作手册,将这些工艺进行重新编号,注明每一个工艺的“技术规范”、制定时间等等。
每当油库进行设备改造时,及时对操作手册进行修订。结谱:
油库生产责任重大,每次接到生产任务都需要进行任务分解,设计生产工艺方案,然后组织落实等几个步骤,任何一个环节做不到位都可能产生严重后果。应用本文的方法可以达到三个预期收效:一是形成工艺备选预案,减少调度员的工作压力,安排生产无须进行工艺设计,只要在预案中选择最优的解决方案下达作业指令即可,二是现场作业人员接到指令后,按照操作手册执行,减少沟通时间,三是万一出现混油事故,责任明确,便于分析原因。另外业务人员也不必读懂工艺图纸和过多地耗费时间与生产管理人员进行碟商,只需了解哪个或者哪儿个工艺在用,应用排除法,剩下的工艺有没有与之相冲突,就能够快速判断开展新
业务的可行性,提高决策效率。参考文献:
[目]兰新阳;海洋石油工程项目设计质量管理研究[D];天津大学:2008年
[2]越永糖;畅锡云;基于可靠性分析对油库设计建设和管理的几点启示[J];石油化工自动化;2011 年04期
[3]夏喜林,光激萍,张守峰;油库价安全改造[1];石油商技;2003 年04期
[4]邻伟;油库综合自动化系统通信模块分析与实现[D]:合肥工业大学;2005年
[5]关平;油库自动化监控系统的应用研究[D]:南京信息工程大学:2006年,
2013年12月化翟翟
233
上一章:油库消防系统设计中应注意的几个问题
下一章:稀释酸气浓度提高硫转换率的效果分析