您当前的位置:首页>论文资料>正确测量焊丝偏移量的简易方法
内容简介
 技术管理
技术管理正确测量焊丝偏移量的简易方法马晓英(新疆通用锅炉制造有限公司,新疆乌鲁木齐830000)
摘要:锅炉采用理弧自动焊焊接比较鲁通,在本论文中介绍了一种简易实用的测量量具来测量焊丝偏移量的工具。从而提高了准确率。
关键词:焊丝;偏移量;测量方法 1研制的目的
锅炉采用埋弧自动焊焊接内外环缝,为了保证焊缝的外观和内在质量,使熔池液态金属正常,顺利地渡过,有一个很重要的因素,即确定焊丝的选择最佳位置定位的问题。这葛向题在生产厂家的焊接工序一般都采用,眼看或钢板尺测量,这种方法很难准确地确定锅筒的最高点(外环缝)或最低点(内环缝),所以测量误差很大,很难确切地知道焊丝的具体偏移尺寸是否符合焊接工艺规定的要求,经过反复推鼓,证明采用一个简易
组合测量量具解决为宜。 2测量量具的制作
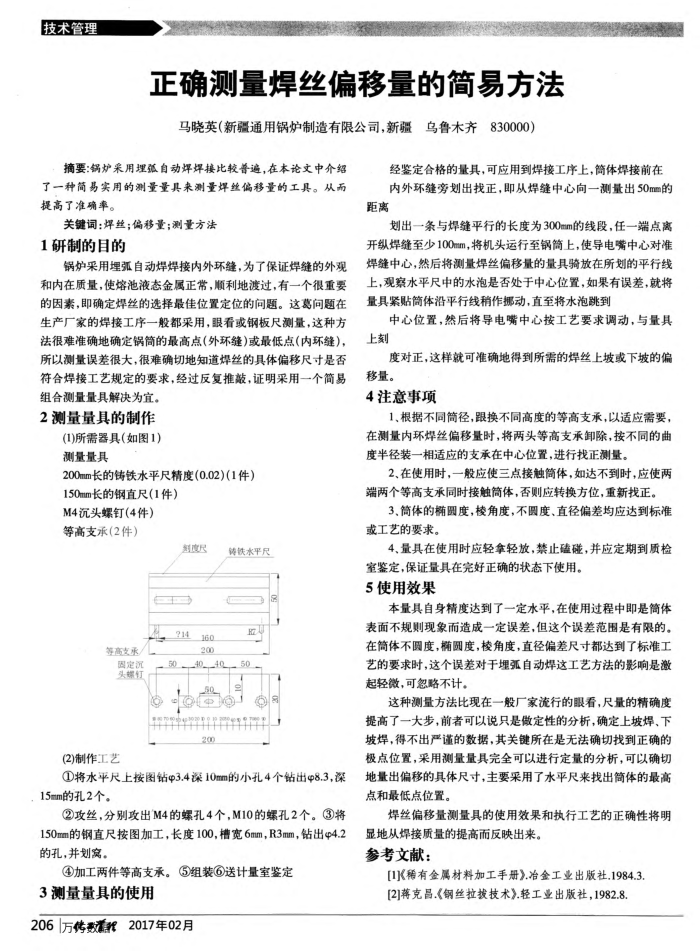
(1)所需器具(如图1) 测量量具
200mm长的铸铁水平尺精度(0.02)(1件) 150mm长的钢直尺(1件)
M4沉头螺钉(4件)等高支承(2件)
到度尺 214160
等高支承遇定况头螺钉
(2)制作工艺
200
转铁水平尺
E
50_40._40
OS
50
oo
200
①将水平尺上按图钻Φ3.4深10mm的小孔4个钻出Φ8.3,深 15mm的孔2个。
②攻丝,分别攻出M4的螺孔4个,M10的螺孔2个。③将 150mm的钢直尺按图加工,长度100,槽宽6mm,R3mm,钻出s4.2 的孔,并划离。
④加工两件等高支承。③组装送计量室鉴定 3测量量具的使用
206万传数2017年02月
经鉴定合格的量其,可应用到焊接工序上,筒体焊接前在内外环缝旁划出找正,即从焊缝中心向一测量出50mm的
距离
划出一条与焊缝平行的长度为300mm的线段,任一端点离开纵焊缝至少100mm,将机头运行至锅简上,使导电嘴中心对准焊缝中心,然后将测量焊丝偏移量的量具骑放在所划的平行线上,观察水平尺中的水泡是否处于中心位置,如果有误差,就将量具紧贴简体沿平行线稍作挪动,直至将水泡跳到
中心位置,然后将导电嘴中心按工艺要求调动,与量具上刻
度对正,这样就可准确地得到所需的焊丝上坡或下坡的偏移量。
4注意事项
1、根据不同简径,跟换不同高度的等高支承,以适应需要,在测量内环焊丝偏移量时,将两头等高支承卸除,按不同的曲度半径装一相适应的支承在中心位置,进行找正测量。
2、在使用时,一般应使三点接触筒体,如达不到时,应使两端两个等高支承同时接触简体,否则应转换方位,重新找正。
3、筒体的椭圆度,棱角度,不圆度、直径偏差均应达到标准或工艺的要求
4、量具在使用时应轻拿轻放,禁止硅碰,并应定期到质检
室鉴定,保证量具在完好正确的状态下使用。 5使用效果
本量具自身精度达到了一定水平,在使用过程中即是筒体表面不规则现象而造成一定误差,但这个误差范围是有限的。在简体不圆度,橘度,棱角度,直径偏差尺寸都达到了标准工艺的要求时,这个误差对于埋弧自动焊这工艺方法的影响是激起轻微,可忽略不计。
这种测量方法比现在一般厂家流行的眼看,尺量的精确度提高了一大步,前者可以说只是傲定性的分析,确定上坡焊、下坡焊,得不出严谨的数据,其关键所在是无法确切找到正确的极点位置,采用测量量具完全可以进行定量的分析,可以确切地量出偏移的具体尺寸,主要采用了水平尺来找出简体的最高点和最低点位置。
焊丝偏移量测量具的使用效果和执行工艺的正确性将明
显地从焊接质量的提高而反映出来参考文献:
[1K稀有金属材料加工手册》.冶金工业出版社.1984.3[2]蒋克昌.《钢丝拉拔技术》.轻工业出版社,1982.8.
上一章:新型聚合道路石油沥青及其混合料路用性能研究
下一章:一种新型颚式破碎机的研究