您当前的位置:首页>论文资料>筒形钣金件铣削加工夹具设计
内容简介
 第7期 2017年7月
第7期 2017年7月组合机床与自动化加工技术
Modular Machine Tool & Automatic Manufacturing Technique
文章编号:10012265(2017)07015502
D0I : 10. 13462/j. cnki. mmtamt. 2017. 07. 038
筒形钣金件铣削加工夹具设计
张智森
(航空工业金城南京机电液压工程研究中心,南京211106)
No.7 Jul.2017
摘要:针对简体钣金类零件,在铣削加工中出现的定位误差大、装夹不稳定易变形等问题。专门设计了一种内涨式定位夹紧夹具,以此来解决件制作公差较大而引起的定位夹紧问题。通过实际加工改进,最终设计出通用性强的简形钣金件机械加工夫具,为同类型零件加工夹具的设计提供了探索。关键词:筒形钣金件:铣削加工:工艺定位
中图分类号:TH122;TG65
文献标识码:A
Design of Milling Fixture for Cylindrical Sheet Metal Parts
ZHANG Zhi-sen
(Nanjing Engineering Institute of Aircraft Systems, AVIC Jincheng, Nanjing 211106,China)
Abstract: For the cylinder sheet metal parts, milling errors in the positioning of large, unstable clamping deformation and other issues. Specifically designed an fixture clamping in order to solve the larger part of the production tolerance caused by the problem of positioning and clamping. Through the actual processing improvement, the final design of the versatility of strong cylindrical sheet metal machining fixture for the same type of parts processing fixture design provides an exploration.
Key words; cylindrical sheet metal parts; milling processing; process location 0引言
随着航空技术的快速发展,对产品的装配精度提出了更高的要求。这就直接体现到对单个零件加工精度的提升,尤其是制造公差较大的钣金类零件,对其机械切削加工精度的提升要求尤其严格。
以往在该类型零件的加工中,多采用修补法、填充
石蜡法等加工方法。该方法在加工过程中效率较为低,且加工精度不易得到保证[1-2]
本文以某型产品上的典型零件一简形钣金件为例,从其加工工艺安排出发,结合该零件的最终装配要求。结合产品的定位方式、装夹位置等因素对产品变形的影响,对该钣金件的铣削加工夹具进行了设计分
析。 1
筒形钣金件铣削加工工艺分析
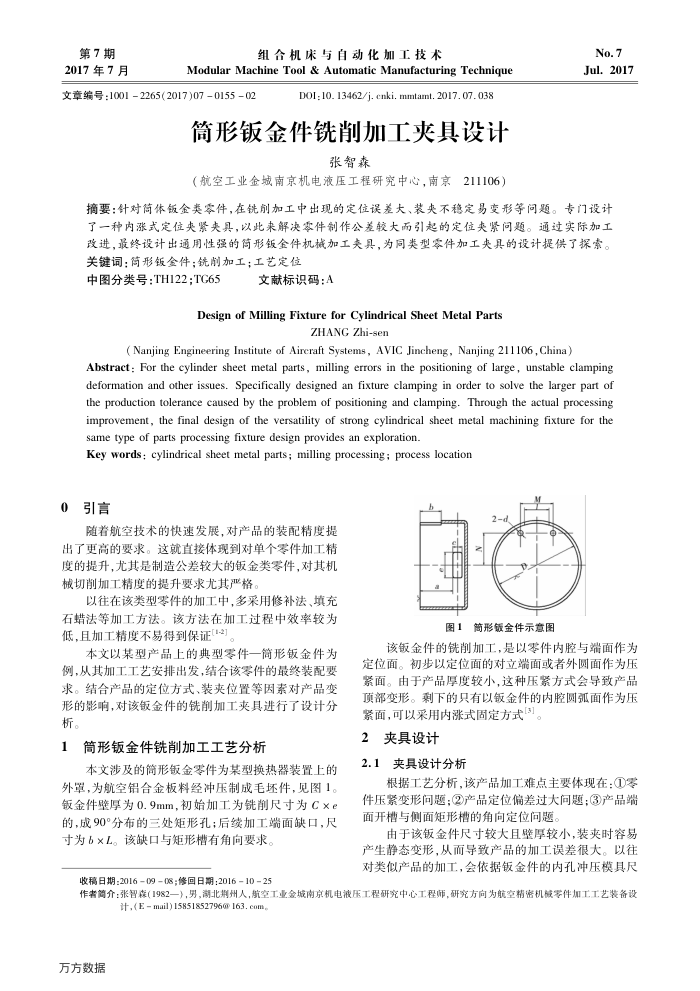
本文涉及的简形钣金零件为某型换热器装置上的外罩,为航空铝合金板料经冲压制成毛坏件,见图1。钣金件壁厚为0.9mm,初始加工为铣削尺寸为C×e 的,成90°分布的三处矩形孔;后续加工端面缺口,尺寸为6×L。该缺口与矩形槽有角向要求。
收稿日期:20160908;修回日期:20161025
图1简形锻金件示意图
该钣金件的铣削加工,是以零件内腔与端面作为定位面。初步以定位面的对立端面或者外圆面作为压紧面。由于产品厚度较小,这种压紧方式会导致产品顶部变形。剩下的只有以钣金件的内腔圆弧面作为压
紧面,可以采用内涨式固定方式1。 2夹具设计
2.1夹具设计分析
根据工艺分析,该产品加工难点主要体现在:(1零件压紧变形问题;②产品定位偏差过大问题;③产品端面开槽与侧面矩形槽的角间定位问题
由于该钣金件尺寸较大且壁厚较小,装夹时容易
产生静态变形,从而导致产品的加工误差很大。以往对类似产品的加工,会依据钣金件的内孔冲压模具尺
作者筒介:张智森(1982一),男,潮北荆州人,航空工业金城南京机电波压工程研究中心工程师,研究方向为航空精密机械零件加工工艺装备设
计, (E mail) 15851852796@ 163. com。
万方数据