您当前的位置:首页>论文资料>气缸盖粗加工定位基准选定
内容简介
 李惠朝:气缸盖粗加工定位基准选定
李惠朝:气缸盖粗加工定位基准选定气缸盖粗加工定位基准选定 TheCylinderCoverRoughMachiningDatumSelection
李惠朝
(辛集市辛缸汽虹盖有限公司)
15
[摘要】气缸盖机加工过程中,钻铰定位孔时的粗加工定位基准,不同的厂家有不同的方式,由于仅仅用于粗加工工序,所以其重要性往往被息视。然而,通过本人多年从事气缸盖机加工工艺工作的经验,认为该粗加工定位基准的选择直接关系到气缸盖的成与废,甚至有可能造成批量废品。现将我们所做得改进论述如下,供各位同行参考。
【关键调]气缸盖粗加工基准
Key words: Cylinder head Roughing Datum
我公司是一家多年从事气缸盖生产的专业厂家,根据传统的工艺方法,主要工艺流程为:粗加工顶底面―半精加工顶底面―钻铰定位孔
加工侧面一―加工端面孔系加工
清
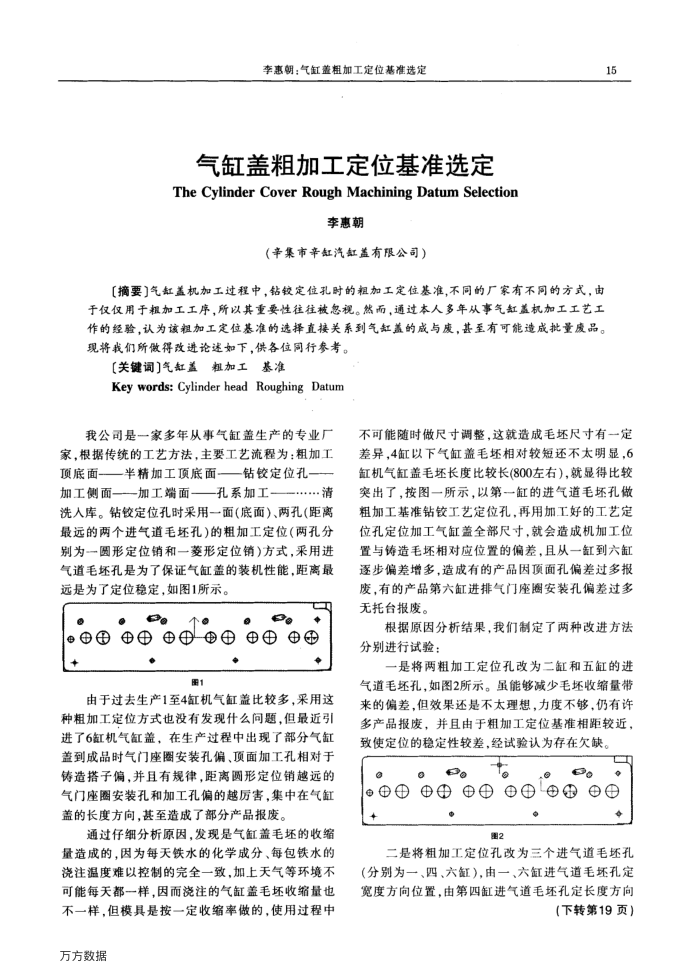
洗人库。钻铰定位孔时采用一面(底面)、两孔(距离最远的两个进气道毛坏孔)的粗加工定位(两孔分别为一圆形定位销和一菱形定位销)方式,采用进气道毛坏孔是为了保证气缸盖的装机性能,距离最远是为了定位稳定,如图1所示。
个。
?
・
更甲甲甲甲甲甲甲
+
・
图1
・
由于过去生产1至4缸机气缸盖比较多,采用这
种粗加工定位方式也没有发现什么问题,但最近引进了6缸机气缸盖,在生产过程中出现了部分气缸盖到成品时气门座圈安装孔偏、顶面加工孔相对于铸造搭子偏,并且有规律,距离圆形定位销越远的气门座圈安装孔和加工孔偏的越厉害,集中在气缸盖的长度方向,甚至造成了部分产品报废。
通过仔细分析原因,发现是气缸盖毛坏的收缩量造成的,因为每天铁水的化学成分、每包铁水的浇注温度难以控制的完全一致,加上天气等环境不可能每天都一样,因而浇注的气缸盖毛坏收缩量也不一样,但模具是按一定收缩率做的,使用过程中
万方数据
不可能随时做尺寸调整,这就造成毛坏尺寸有一定差异,4缸以下气缸盖毛坏相对较短还不太明显,6 缸机气缸盖毛坏长度比较长(800左右),就显得比较突出了,按图一所示,以第一缸的进气道毛坏孔做粗加工基准钻铰工艺定位孔,再用加工好的工艺定位孔定位加工气缸盖全部尺寸,就会造成机加工位置与铸造毛坏相对应位置的偏差,且从一缸到六缸逐步偏差增多,造成有的产品因顶面孔偏差过多报废,有的产品第六缸进排气门座圈安装孔偏差过多无托台报废。
根据原因分析结果,我们制定了两种改进方法分别进行试验:
一是将两粗加工定位孔改为二缸和五缸的进气道毛坏孔,如图2所示。虽能够减少毛坏收缩量带来的偏差,但效果还是不太理想,力度不够,仍有许多产品报废,并且由于粗加工定位基准相距较近,致使定位的稳定性较差,经试验认为存在欠缺,
t
a
甲甲甲甲甲甲
图2
二是将粗加工定位孔改为三个进气道毛坏孔(分别为一、四、六缸),由一、六缸进气道毛坏孔定宽度方向位置,由第四缸进气道毛坏孔定长度方向
(下转第19页)