����ǰ��λ�ã���ҳ>��������>��Ъĥ������ܵĺ��ӹ��պ��ʱ���ʩ
��Ъĥ������ܵĺ��ӹ��պ��ʱ���ʩ
���ݼ��
 ���о�����ŷ��������ܵĺ��ӹ��պ��ʱ���ʩ
���о�����ŷ��������ܵĺ��ӹ��պ��ʱ���ʩ��ͼ����ţ�TQ172.632.6
���ױ�ʶ�룺B
���±�ţ�1007-0389(2014)01-83-03
���̽���
��Ъĥ������ܵĺ��ӹ��պ��ʱ���ʩ
���о��������вĽ�������˾����������215300��
ժҪ���Բ˸�ԭ����ĥ������ܵ��ֳ�ƴװ�ͺ��ӹ���Ϊ�������ܻ�����ܵĺ��ӹ��գ������ӱ��εĿ��Ƽ�������������Ŀ��ƴ�ʩ�����ú��ӹ��շ�����������Ъԭ����ĥ������ܺ���������������̽�˼��Ϊ100%�ϸ������õ�ˮ����ϯ����Ƚ���Ҳ�����ͬ����Ч����
�ؼ��ʣ�����ĥ��������ܣ����ӣ����Σ�����
Welding technology and quality assurance measures of Loesche mill base framework Zhou Youjun(Suzhou Sinoma Construction Co. Lid., Jiangsu, Suzhou, 215300)
Abstract: The onsite assembly of Loescheraw material mill framework and the welding process as an example, this paper introduces the welding technology of base infrastructure, including measures to control the forming quality control and welding deformation. Ac-cording to the welding technology, weld quality of Loesche raw material mill base framework was 100%qualified by the ultrasonic flaw
detection, and when it was applied to cement vertical mill baseframe welding, the same effect was also obtained. Key words: Leosche mill; base framework; welding; weld joint
0ǰ��
��ˮ�������������У�ѡ����Ъĥ��Ϊԭ��ĥ��ˮ��ĥ�ģ����豸������ܲ��ֶ��Dz��÷������ʽ��һ��ֳ������ֻ��IJ���)�����ֳ�����ƴװ����������λ������Ҫ����ٺ��ӳ�һ�����塣��������֮������IJ�����װ��������Ҫ�������ܽ����屻�����ڻ������н��й̶��������ֳ���ʩ������ͬ������������ͬ����˱�֤�������ƴװ�ĺ����������Ե���Ϊ��Ҫ����������Ъԭ����ĥ������ܵ��ֳ�ƴװ�ͺ��ӹ���Ϊ����ȫ����ܻ�����ܵĺ��ӹ��գ��Լ���ο��ƺ��ӱ��κͱ�֤��������������ʩ��
1��ĥ������ܵ��ֳ���������
�ֳ���װʱ��������ĥ�Ļ�����ܷ��˻������������ڣ�������ͼֽ�ߴ硢��ߵ�Ҫ�����һһ�������������ܵ���˨�ױȽ϶࣬�ر�������ٻ��װ����������˨���䶨λ�ߴ�Ҫ��ȷ�����Ը������֮����ж�λǰ��Ҫ�Ƚ����ٻ��װ��װ��λ������˨�ĸ��ˣ�ȷ������ȷ��������������Ӱ���붨λ��������λ���д�λ�ģ������������꣬�ٴ��붨λ����Ȼ���и������֮��ĺ��ӹ�����
2���ӱ��εĿ���
������ܵIJ���Ϊ��̼ͨ�ؽṹ�֣�Q235B����������ܽṹ����������ְ���Ϊ30mm����ԽӺ�����¿ڲ��ô��۱ߵ���V���¿ڡ����ʱҪԤ�����ʵĸ�����϶���������ں��ӵײ㺸��ʱ�ܱ�֤�����������æ�3.2mm�ĺ������ʱ������
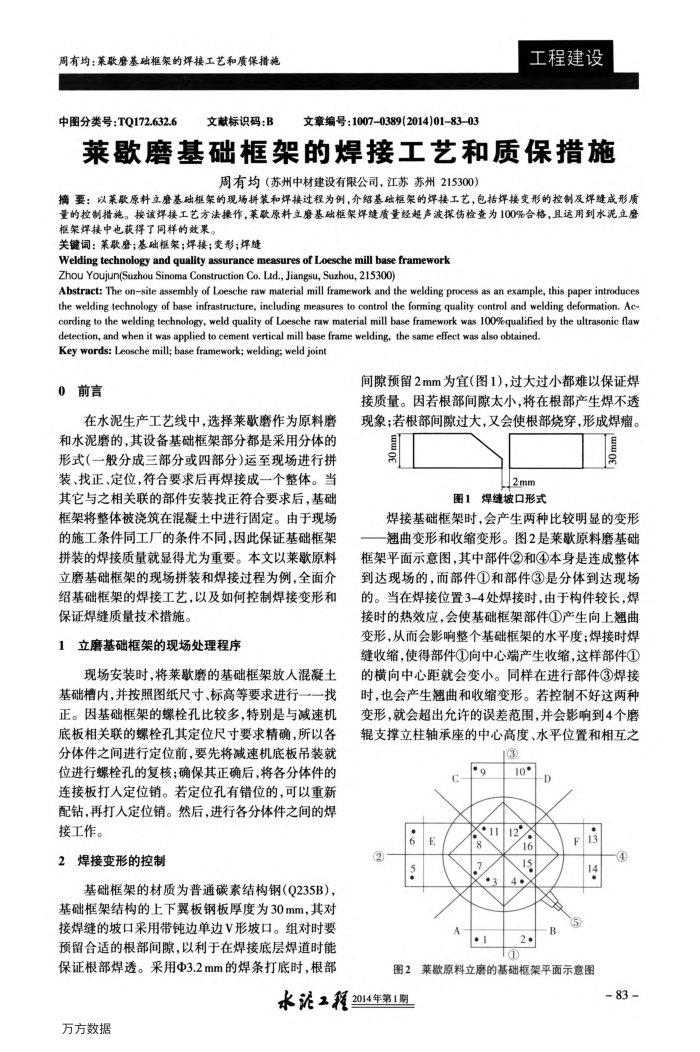
��϶Ԥ��2mmΪ�٣�ͼ1��.�����С�����Ա�֤��������������������϶̫С�����ڸ�����������������������϶�����ֻ�ʹ�����մ����γɺ�����
30mm
H2mm
ͼ1�����¿���ʽ
���ӻ������ʱ����������ֱȽ����Եı����������κ��������Ρ�ͼ2����Ъԭ��ĥ����
���ƽ��ʾ��ͼ�����в����ںܱ͢������������嵽���ֳ��ģ�������(1)�Ͳ���(3)�Ƿ��嵽���ֳ��ġ����ں���λ��3-4������ʱ�����ڹ����ϳ�������ʱ����ЧӦ����ʹ������ܲ����ٲ�������Ȥ�����Σ��Ӷ���Ӱ������������ܵ�ˮƽ�ȣ�����ʱ����������ʹ�ò����������Ķ˲������������������� �ĺ������ľ�ͻ��С��ͬ���ڽ��в����ۺ���ʱ��Ҳ������������������Ρ������Ʋ��������ֱ��Σ��ͻᳬ����������Χ������Ӱ�쵽4��ĥ��֧����������������ĸ߶ȡ�ˮƽλ�ú��֮
3
��9 A
.
10*
F13
4 4.
B
2.?
5
ͼ2��Ъԭ����ĥ�Ļ������ƽ��ʾ��ͼ
ˮ���2014���1��
������
83
�������
�˵�վ�����к���ר���ʱ����
ѹ���ܵ���װ�����������Ƶ�ϵͳ�����ʹ�ʩ
���ӹ���500�� (���ʴ����ʽ���⺸�ӻ���֪ʶ)
GB/T 27913-2022 ���ڽ��ڷ���Ĺ�Կ������ʩ ʵʩ�Ͳ��Կ��
GB/T 27913-2011 ���ڽ��ڷ���Ĺ�Կ������ʩ ʵʩ�Ͳ��Կ��
ISO 21904-2-2020 ���Ӻ���ع����еĽ����Ͱ�ȫ ������������ͷ����豸 ��2���֣�����Ч�ʵ�����ͱ��Ҫ��
�������ۼ����ջ���
ISO 21904-1-2020 ���Ӻ���ع����еĽ����Ͱ�ȫ ������������ͷ����豸 ��1���֣�һ��Ҫ��