您当前的位置:首页>论文资料>移动式焊缝跟踪机器人跟踪精度分析方法
内容简介
 第33卷第1期 2012年1月
第33卷第1期 2012年1月焊接学报
TRANSACTIONSOFTHE CHINAWELDINGINSTITUTION
Vol.33 January
移动式焊缝跟踪机器人跟踪精度分析方法
洪波,张洪淋,李湘文,尹力
(湘潭大学机械工程学院,湘潭411105)
摘要:以对实验室4自由度轮式焊缝跟踪机器人跟踪精度的研究为基础,提出了一种新的焊缝跟踪精度评估表征方法,并对焊缝偏差建立了D-H坐标系下的5参数模型。基于此模型,对影响焊缝跟踪精度的主要误差源进行了理论分析。通过对定步长与变步长焊缝跟踪控制方法的仿真分析,验证了所提出精度分析方法以及建立模型的正确性及有效性,得出影响焊缝跟踪精度的主要原因为焊缝跟踪控制算法以及机器人自身定位精度。结果表明,该精度分析方法对于焊缝跟踪控制的机器人误差补偿及焊缝
跟踪控制方法改进具有一定的参考价值关键词:焊缝跟踪;机器人;精度
中图分类号:TC409 0序言
文献标识码:A
文章编号:0253360X(2012)01001304
洪波
No.1 2012
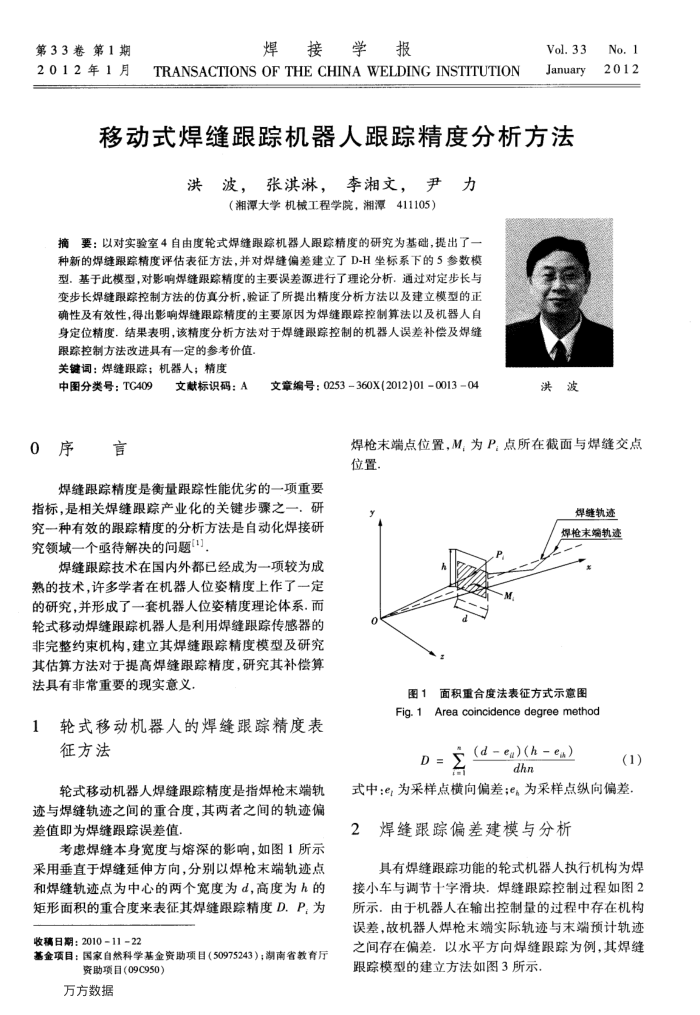
焊枪末端点位置,M,为P.点所在截面与焊缝交点位置
焊缝跟踪精度是衡量跟踪性能优劣的一项重要
指标,是相关焊缝跟踪产业化的关键步骤之一,研究一种有效的跟踪精度的分析方法是自动化焊接研究领域一个驱待解决的问题("1
焊缝跟踪技术在国内外都已经成为一项较为成熟的技术,许多学者在机器人位姿精度上作了一定的研究,并形成了一套机器人位姿精度理论体系.而轮式移动焊缝跟踪机器人是利用焊缝跟踪传感器的非完整约束机构,建立其焊缝跟踪精度模型及研究其估算方法对于提高焊缝跟踪精度,研究其补偿算法具有非常重要的现实意义,
轮式移动机器人的焊缝跟踪精度表 1
征方法
轮式移动机器人焊缝跟踪精度是指焊枪末端轨迹与焊缝轨迹之间的重合度,其两者之间的轨迹偏差值即为焊缝跟踪误差值,
考虑焊缝本身宽度与熔深的影响,如图1所示采用垂直于焊缝延伸方向,分别以焊枪末端轨迹点和焊缝轨迹点为中心的两个宽度为d,高度为h的矩形面积的重合度来表征其焊缝跟踪精度D.P,为
收稿日期:201011-22
基金项目:国家自然科学基金资助项目(50975243);湖南省教育厅
资助项目(09C950)万方数据
焊缝轨迹焊枪末端轨迹
图1面积重合度法表征方式示意图 Fig. 1Area coincidence degree method
F (d-ea)(h-ea) D=
dhn
(1)
式中:e,为采样点横向偏差;e,为采样点纵向偏差
2
焊缝跟踪偏差建模与分析
具有焊缝跟踪功能的轮式机器人执行机构为焊
接小车与调节十字滑块.焊缝跟踪控制过程如图2 所示:由于机器人在输出控制量的过程中存在机构误差,故机器人焊枪末端实际轨迹与末端预计轨迹之间存在偏差.以水平方向焊缝跟踪为例,其焊缝跟踪模型的建立方法如图3所示,