以镀层铜为中间层的Cu-0.15Zr∕GH3030扩散焊接头组织性能分析
内容简介
 第38卷第1期 2017年1月
第38卷第1期 2017年1月焊接学报
TRANSACTIONSOFTHECHINAWELDINGINSTITUTION
Vol.38 January
以镀层铜为中间层的Cu-0.15Zr/GH3030
扩散焊接头组织性能分析徐玉松,范继,仇,许云花(江苏科技大学先进焊接技术江苏省重点实验室,镇江212003)
No.1 2017
摘要:采用镀层铜为中间层,在温度为600,650,700,750和800℃,保温时间45min,焊接压力15MPa下对Cu+ 0.15Zz/GH3030进行真空扩散焊,并对接头组织性能分析.结果表明,温度升高使扩散区变宽,孔隙减少,700℃ 时,组织以α固溶体、N/AI的富铬碳化物相为主,且分布均匀.750℃时.析出强化相增多,但出现孔润,Cu-0.15Zr 软化严重,接头变形量大,温度过低或过高,拉伸试样均在Cu-0.15Zr侧断裂,断口韧窝为非等轴状,Ca-0.15Zr侧现蛇形滑移线,两侧韧窝底部均有第二相,断裂类型为沿晶韧性断裂,综合焊合率、变形量、力学性能得保温时间
45min,焊接压力15MPa,焊接温度700℃为最佳参数关键词:真空扩散焊;中间层;组织性能;韧性断裂
中图分类号:TG456.9 0序言
文献标识码:A
文章编号:0253360X(2017)01-012504
1试验方法
为提高火箭发动机燃烧室的热效率与推力,同时将室内庞大的能量通过冷却管道里的氢带走,这就要求燃烧室材料必须具有高的导热性。此外,燃烧室内壁受热时易产生较大的压应力,这就要求内衬材料还需具备高抗白点能力、高强度外、高热疲劳性能等,目前国外广泛采用锆铜或银锆铜作为使用对象["],Cu-Zr合金因β相质点的存在,在保证导电导热性的同时还大大提高了合金的再结晶温度、热强性、抗蠕变性能如今,对发动机燃烧室中相应零部件所用合金的力学性能要求不断提高,GH3030在 800℃左右仍具有好的热强性、高塑性、抗氧化性、热疲劳性等,在燃烧室各部件中应用广泛[2.3]。燃烧室中结构复杂的部件单凭同种材料的铸造技术很难制备,其制造过程必然涉及到异种材料的连接
般来说,铜及铜合金的焊接需要大功率、高能束的焊接热源,在工业生产中优先选用熔焊、压力焊和钎焊的方法。这些焊接方法在高温合金的连接上也普遍被选用(3.4],目前对Cu-0.15Zx/GH3030异种金属扩散焊连接还未见文献报道,试验的进行具有重要的理论与实际意义
文中采用镀层铜作为中间层对Cu-0.15Zr/ GH3030进行固相扩散焊试验,对各参数下获得接头的组织及力学性能进行分析。
收稿日期:201412-16 万方数据
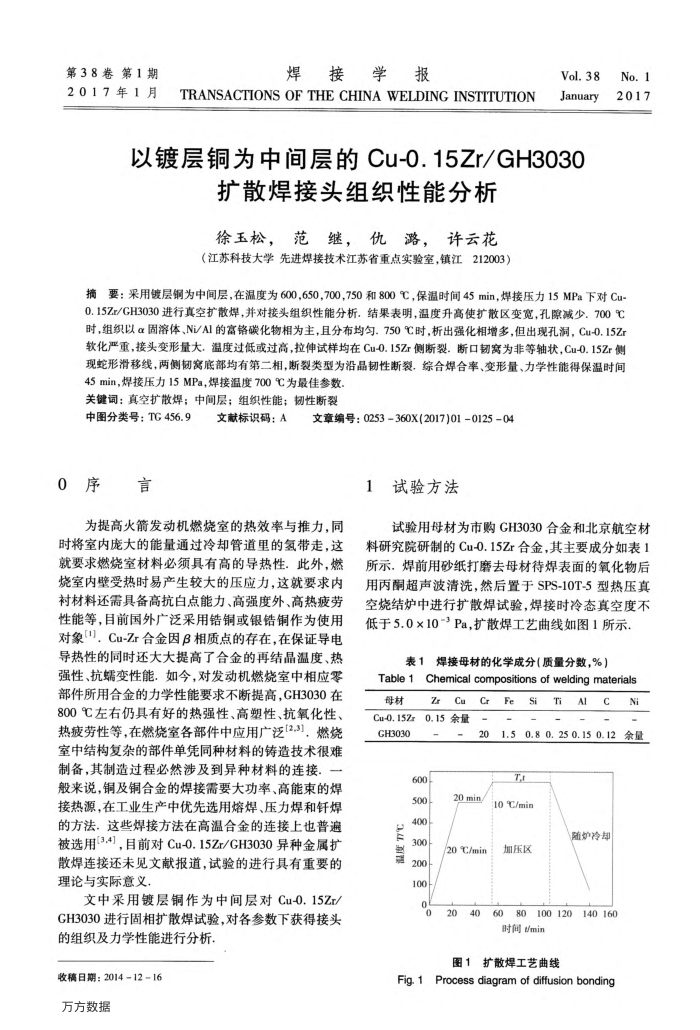
试验用母材为市购GH3030合金和北京航空材料研究院研制的Cu-0.15Zr合金,其主要成分如表1 所示。焊前用砂纸打磨去母材待焊表面的氧化物后用丙酮超声波清洗,然后置于SPS-10T-5型热压真空烧结炉中进行扩散焊试验,焊接时冷态真空度不低于5.0×10-3Pa,扩散焊工艺曲线如图1所示.
表1焊接母材的化学成分(质量分数,%) Table1
Chemical compositions of welding materials
母材
Zr
Cu
Cu-0.152z0.15余量 GH3030
600
500
3,
400 300
200 100 o
Cr 20
20 min 20C/min
Fe
Is
C
Ni
1.50.80.25 0.150.12余量
T 10/mir
加压区
母处摄
6080100 120140 160
40 20
时间t/min
图1扩散焊工艺曲线
Fig. 1Process diagram of diffusion bonding