һ���Ƚ��ȳ�ѹ�ֵĵ���㺸���ն�Ԫ�����Իع����
���ݼ��
 ��37����7�� 2016��7��
��37����7�� 2016��7������ѧ��
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.37 July
һ���Ƚ��ȳ�ѹ�ֵĵ���㺸���ն�Ԫ
�����Իع����
������12�����'��������
��1.������ѧ�о�Ժ������110819��2.������ҵ��ѧ������110870��
No.7 2016
ժҪ�����ö�Ԫ�����Իع����������������鷽�����о��˵㺸���ղ�����һ���Ƚ��ȳ�ѹ�ֺ��ӽ�ͷ������Ӱ�졣���㺸��ͷ����������㺸�ۺ�ֱ����ΪӰ���ͷ��������Ҫ����ָ�ꡣ�Ե缫�������ӵ���������ʱ����Ϊ���ղ���������������֮������Լ��ϵ��ͨ���������������9�����飬���ݻع�������ۣ�������Ԫ���η����Իع鷽�̲�������ʣ�������㡣����������ع�ģ���ܹ�ʵ�ֶԵ㺸��ͷ����������㺸��
��ֱ������ЧԤ�⡣����������ά��ͼ����ģ�͵Ļ������о��㺸���ղ����Ժ���������Ӱ����ɹؼ��ʣ��Ƚ��ȳ�ѹ�֣�����㺸�����ӹ��ղ�������������
��ͼ����ţ�TB31��TG457 0����
���ױ�ʶ�룺A
���±�ţ�0253360X(2016)07007504
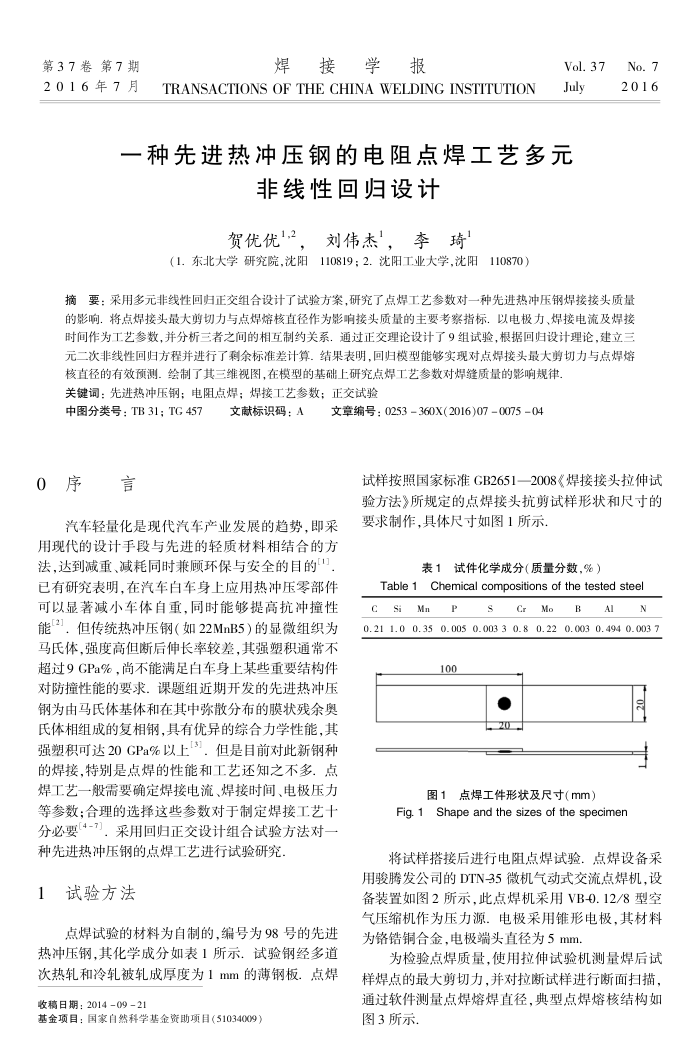
�������չ��ұ�GB2651һ2008�����ӽ�ͷ�������鷽�������涨�ĵ㺸��ͷ����������״�ͳߴ��
�������������ִ�������ҵ��չ�����ƣ��������ִ�������ֶ����Ƚ������ʲ������ϵķ������ﵽ���ء�����ͬʱ��˻����밲ȫ��Ŀ��[1] �����о��������������׳�����Ӧ���ȳ�ѹ�㲿������������С�������أ�ͬʱ�ܹ���߿���ײ����[2]������ͳ�ȳ�ѹ�֣���22MnB5��������֯Ϊ�����壬ǿ�ȸߵ��Ϻ��쳤�ʽϲ��ǿ�ܻ�ͨ��������9GPa%���в�������׳�����ijЩ��Ҫ�ṹ���Է�ײ���ܵ�Ҫ��������ڿ������Ƚ��ȳ�ѹ��Ϊ��������������������ɢ�ֲ���Ĥ״�������������ɵĸ���֣�����������ۺ���ѧ���ܣ���ǿ�ܻ��ɴ�20GPa%����13]����Ŀǰ�Դ��¸��ֵĺ��ӣ��ر��ǵ㺸�����ܺ��ջ�֪֮����㺸����һ����Ҫȷ�����ӵ���������ʱ�䡢�缫ѹ���Ȳ�����������ѡ����Щ���������ƶ����ӹ���ʮ�ֱ�Ҫ4-͡�����ûع��������������鷽����һ���Ƚ��ȳ�ѹ�ֵĵ㺸���ս��������о�
���鷽�� 1
�㺸����IJ���Ϊ���Ƶģ����Ϊ98�ŵ��Ƚ��ȳ�ѹ�֣��仯ѧ�ɷ����1��ʾ.����־���������������������ɺ��Ϊ1mm�ı��ְ�.�㺸
�ո����ڣ�2014-09-21
������Ŀ��������Ȼ��ѧ����������Ŀ��51034009��
Ҫ������������ߴ���ͼ1��ʾ
��1�Լ���ѧ�ɷ֣�����������%��
Table1
C
si
Chemical compositions of the tested steel
Mn
S
Cr
Mo
4
N
0.21 1.0 0.35 0.005 0.003 3 0.8 0.22 0.003 0.494 0.003 7
100
�� 20
ͼ1�㺸������״���ߴ磨mm��
Fig. 1Shape and the sizes of the specimer
��������Ӻ���е���㺸���顣�㺸�豸���ÿ��ڷ���˾��DTN-35������ʽ�����㺸�����豸װ����ͼ2��ʾ���˵㺸������VB-0.12/8�Ϳ���ѹ������Ϊѹ��Դ���缫�����ε缫�������Ϊ���ͭ�Ͻ𣬵缫��ͷֱ��Ϊ5mm.
Ϊ����㺸������ʹ�����������������������������������������������������ж���ɨ�裬ͨ�����������㺸�ۺ�ֱ�������͵㺸�ۺ˽ṹ��ͼ3��ʾ.
��һ�£����ͻ���ҩƤǥ�ϻ������Ƽ�Ӧ��
��һ�£��������и�Ļ��������߱��·���滮