����ǰ��λ�ã���ҳ>��������>��Ӻ���ų��Ը���GMAW������ε�Ӱ��
��Ӻ���ų��Ը���GMAW������ε�Ӱ��
���ݼ��
 ��37����10�� 2016��10��
��37����10�� 2016��10������ѧ��
TRANSACTIONSOFTHECHINAWELDINGINSTITUTION
Vol.37No.10 October2016
��Ӻ���ų��Ը���GMAW������ε�Ӱ��
���֣��߽�ǿ�������
��ɽ����ѧ����Һ�̽ṹ�ݱ估�ӹ��������ص�ʵ���ң�����250061��
ժҪ�����ڸ����ۻ������屣�����ӣ�GMAW)���̣��������ٶȳ����ٽ�ֵ������շ庸����������α��о�֤�����۳��ж����ܴ�ĺ���Һ�����Dz����շ庸������Ҫԭ���з�����Ӻ���ų�����װ�ã�ͨ�������ĵ���������ƺ���Һ�����Ķ������Ӷ������շ庸�����γɣ�Ӧ����˹���Ʋ��ԺͿ�����˹����ϴŸ�Ӧǿ�ȴ�С���ֲ���Ӱ�����ء�ͨ����չ���ӹ�����������˲�ͬǿ�ȵ���Ӵų������µĺ�����ι��ɡ����������
��Ӻ���ų������Ե����۳���̬����Ч�����շ庸����ҧ�ߵ�ȱ�ݣ��������ƺ�����Σ�����ٽ纸���ٶȣ��ؼ��ʣ�����GMAW����Ӵų����շ庸��������Һ����
��ͼ����ţ�TG444 0����
���ױ�ʶ�룺A
���±�ţ�0253360X(2016)10000904
�ջ����豸������ٽ纸���ٶȴӶ���ߺ��������ʺ���ѧ�߿�չ����Ӵų����Ƶ绡��̬���۵�
�ڽ����ṹ����ҵ�У��ۻ������屣���绡����GMAW������������гɱ��͡���Ӧ��ǿ������������ʵ���Զ������ŵ���õ��˹㷺Ӧ��1]. ��ǰ��װ������ҵ�Ժ�������Ч������˸��ߵ�Ҫ���������ڱ��庸��ʱ��Ҫ�����ߺ����ٶȵ��ǣ������ۻ������屣������˵���������ٶȳ���ijһ�ٽ�ֵʱ��������α������ҧ�ߺ��շ庸���Ⱥ������ȱ�ݣ���������Լ�˺�������Ч�ʵĽ�һ�����[2-4]��������ѧ��ͨ���о����֣����� GMAW����ʱ�۳��ж����ܴ�ĺ���Һ�������շ庸���γɵ���Ҫԭ��[3,5,6]����ˣ����������շ庸�����ͱ����ȡ��ʩ�������۳��к���Һ�����Ķ���������ζ��۳�����չ�����ء������۳��еĺ���Һ�����Ķ����������շ庸���Ӷ���ߺ����ٶȣ��ǵ�����о��ȵ�֮һ��
Ŀǰ�������⺸��ѧ������ܶ༼����ʩ�������շ庸��.����GMAW���ӹ����в������Ᵽ�����壨��TIME����3�����ı��۳ر��������ֲ�������Һ������Ķѻ�������˫˿���Ϻ���-"]���ӹ��ոı��۳ص�����״̬����Щ����������һ���̶�����ߺ����ٶȣ���Ҳ�и��ԵIJ��㣬�纸�ӳɱ��ߡ������豸���ӡ������Ѷȴ�ȣ���ˣ��б�Ҫ�з��ͳɱ����ײ����ĸ���GMAW�¹�
�ո����ڣ�291������0
������Ŀ��ͼ���Ȼ��ѧ����������Ŀ��51275276��
���ɺ��۳��ȶ��Ե��о�[1"0-12]������δ�����о�������Ӵų��������շ庸��ȱ�ݣ��������������з��ĵͳɱ����װ�װ�Ĵŷ���װ�ã������GMAW �۳��ڵ�Һ�����ʩ�ӵ�������ı��۳��к���Һ̬���������ٶȺͶ����ֲ����Ӷ����ƻ������շ庸��ȱ�ݣ�����ٽ纸���ٶȣ�ʵ�ָ���GMAW
���� 1
��Ӵų��ĸ���GMAW����װ������ϵͳ�����鷽��
1.1
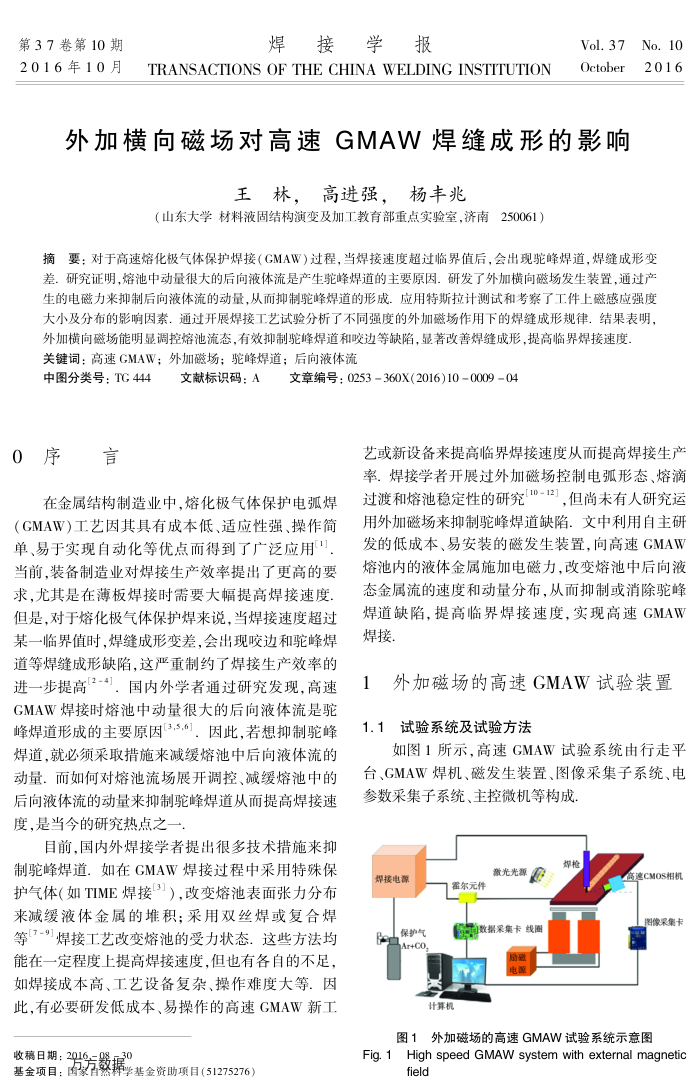
��ͼ1��ʾ.����GMAW����ϵͳ������ƽ̨��GMAW�������ŷ���װ�á�ͼ��ɼ���ϵͳ��������ɼ���ϵͳ���������ȹ���
�����Դ
�ӵ�Դ������ A+e
����Ԫ��
���ݲɼ�����Ȧ
����Դ
�����
ǹ
����CMOS���ͼ��ɼ���
ͼ1��Ӵų��ĸ���GMAW����ϵͳʾ��ͼ Fig. 1
High speed GMAW system with external magnetic field