您当前的位置:首页>论文资料>自制缸槽铰削器用于修理柱塞缸槽
内容简介
 Maintenance Technology
Maintenance Technology维修工艺
自制缸槽铰削器用于修理柱塞缸槽
何启成王强
许均成
柱塞缸装配密封圈的油(气)
槽、卡簧槽(以下统称缸槽),一旦被拉伤出现毛刺、生锈即需要打磨、刮削,严重时缸槽需要加宽、加深和倒角,个别需要填焊后开槽或另选位置重新开槽。这类工艺用一般的手工具无法完成,必须将缸体拆下,到车床上才能完成。然而,对于一些直径较小,外形很不规则的元件,根本无法
利用车床车削。尤其是一些柱塞缸的母体是无法分解的连体缸,只能采用特殊的专用工具就机修理。为此,我们自行研制了各种不同规格专门用于修理缸槽的特殊工具――八字铰刀(见图1)。
图1八字铰刀外形
图2所示是一种缸槽倒角用的专用铰刀,刀头呈正三角形,倒角时可根据需要任意调整刀头角度,若分多个角度进行多次铰削,可倒出完整光滑的圆角,故也称其为倒角器。必要时,更换各种不同形状的刀头就可变
194强丹数与膳修CMBM2010.09
10
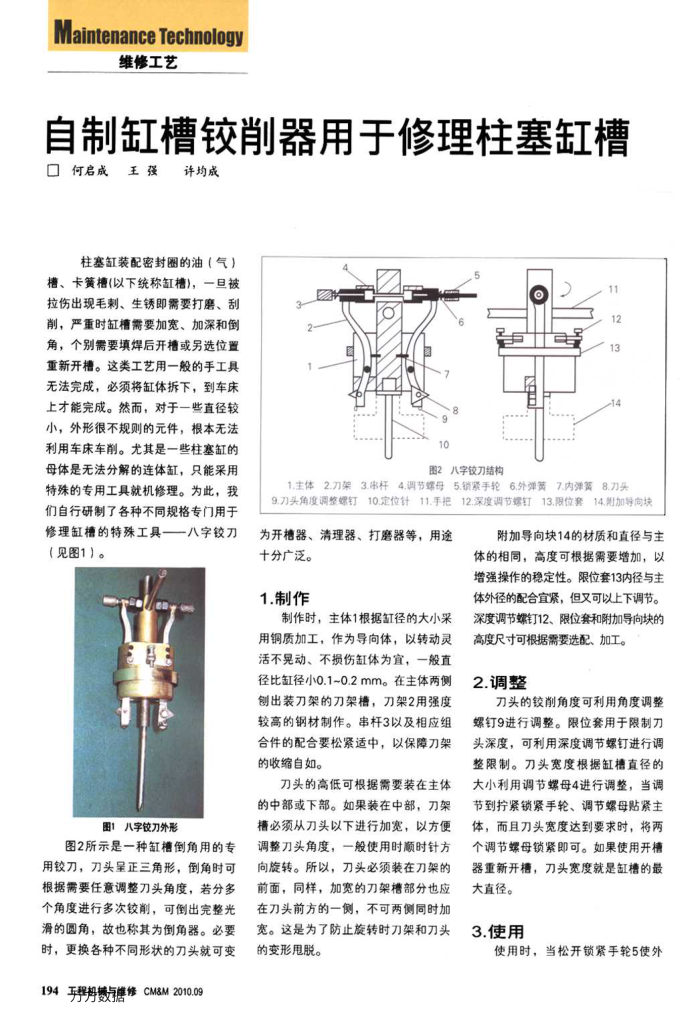
图2八字铰刀结构
1.主体2.刀架3.串杆4.调节螺母5.锁累手轮6.外弹簧7.内弹簧8.刀头
9.刀头角度调整螺钉10.定位针11.手把12.深度调节螺钉13.限位套14.附加导向块
为开槽器、清理器、打磨器等,用途
十分广泛。 1.制作
制作时,主体1根据缸径的大小采用铜质加工,作为导向体,以转动灵活不晃动、不损伤缸体为宜,一般直径比缸径小0.1~0.2mm。在主体两侧创出装刀架的刀架槽,刀架2用强度较高的钢材制作。串杆3以及相应组合件的配合要松紧适中,以保障刀架的收缩自如。
刀头的高低可根据需要装在主体的中部或下部。如果装在中部,刀架槽必须从刀头以下进行加宽,以方便调整刀头角度,一般使用时顺时针方向旋转。所以,刀头必须装在刀架的前面,同样,加宽的刀架槽部分也应在刀头前方的一侧,不可两侧同时加宽。这是为了防止旋转时刀架和刀头的变形甩脱。
附加导向块14的材质和直径与主体的相同,高度可根据需要增加,以增强操作的稳定性。限位套13内径与主体外径的配合宜紧,但又可以上下调节。深度调节螺钉12、限位套和附加导向块的
高度尺寸可根据需要选配、加工。 2.调整
刀头的铰削角度可利用角度调整螺钉9进行调整。限位套用于限制刀头深度,可利用深度调节螺钉进行调整限制。刀头宽度根据缸槽直径的大小利用调节螺母4进行调整,当调节到柠紧锁紧手轮、调节螺母贴紧主体,而且刀头宽度达到要求时,将两个调节螺母锁紧即可。如果使用开精器重新开槽,刀头宽度就是缸槽的最
大直径。 3.使用
使用时,当松开锁紧手轮5使外