您当前的位置:首页>论文资料>多工位全自动焊接圆管的系统设计
内容简介
 ProduclionTheme生产应用惊
ProduclionTheme生产应用惊多工位全自动焊接圆管的系统设计
成宁职业技术学院(437100)
黎金琴
摘要针对空调膨胀阅圆管的激光焊接,设计了多工位、全自动焊接系统。采用振动盘上料机构给转盘夹具供料,转盘带动随行夹具运动到指定位置,并且对激光器发出指令出光,同时在旋转机构带动下,工件旋转一周,自动完成焊接。下料机构采用下料机械手抓取产品,放人导向料斗内,自动流人成品料盒内进人下一道工序。
关键词:多工位全自动圆管激光焊中图分类号:TG454
0前言
随着人力资源的日益紧张,自动化生产线可以实现无人操作或者少量人工操作,极大地降低了人工成本。
同时自动化设备可避免人工误操作,既稳定了产品,又提高了设备使用运转率1-"]。激光焊是将激光束聚焦到工件表面,让材料熔化冷却后形成连接焊缝.具有与工件非接触的特点,很容易实现自动化生产[4-9]。目前激光焊在某些生产行业采用了自动化生产线,如锂电池极耳的激光自动焊接,通过十分巧妙的机构实现了自动上、下料,自动来料检测,自动转位焊接等工序,极大提高了生产效率及产品优良率[10]。
目前家电行业制造整体自动化程度不高,导致生产效率不高,一般通过扩充生产线的方式提高生产产能,极大地浪费了投资成本,影响了扩产进度。国外提出了工业 4.0.中国提出了工业制造2025,其核心就是智能化,自动化("1-16]。家电生产已经是国内的工业制造的重点产业,特别是空调和冰箱等家电的生产。但是目前,激光焊配合自动化制造在家电行业领域的应用还微乎其微。
文中结合空调膨胀阀内部结构特点,对膨胀阀的铁芯及圆管结构件的激光焊接工艺采用全自动化系统
设计,节约了生产成本。 1焊接技术要求
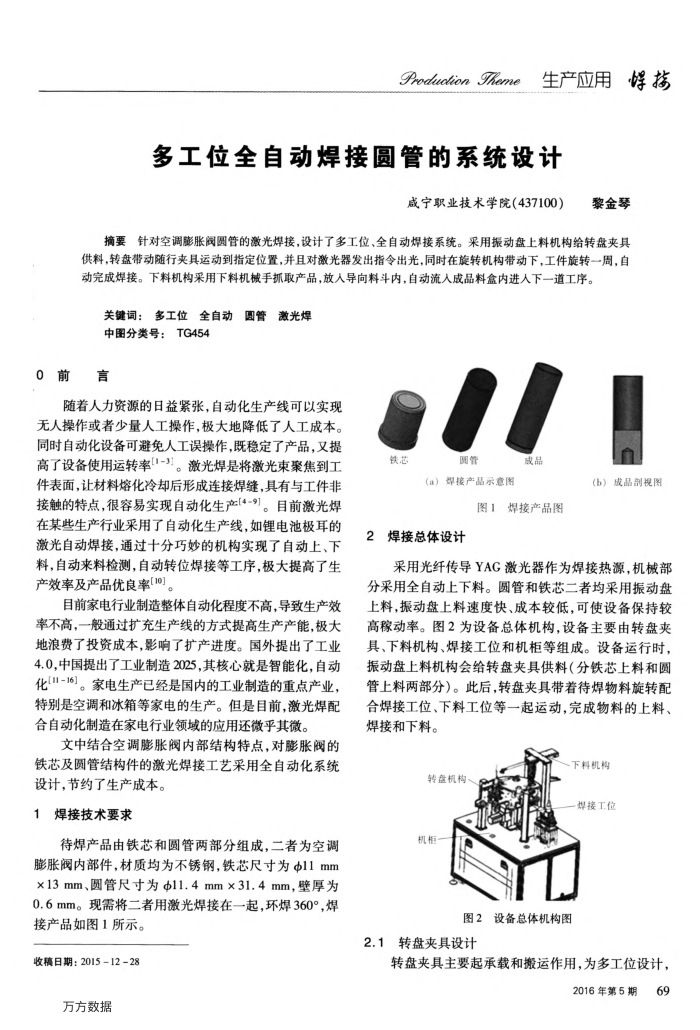
待焊产品由铁芯和圆管两部分组成,二者为空调膨胀阀内部件,材质均为不锈钢,铁芯尺寸为11mm ×13mm、圆管尺寸为Φ11.4mm×31.4mm,壁厚为 0.6mm。现需将二者用激光焊接在一起,环焊360°,焊
接产品如图1所示。收稿日期:2015-12-28
万方数据
铁芯
园管
微品
(a)焊接产品示意图
图1焊接产品图
2焊接总体设计
(b)成品剖视图
采用光纤传导YAG激光器作为焊接热源,机械部分采用全自动上下料。圆管和铁芯二者均采用振动盘上料,振动盘上料速度快、成本较低,可使设备保持较高稼动率。图2为设备总体机构,设备主要由转盘夹具、下料机构、焊接工位和机柜等组成。设备运行时,振动盘上料机构会给转盘夹具供料(分铁芯上料和圆管上料两部分)。此后,转盘夹具带着待焊物料旋转配合焊接工位、下料工位等一起运动,完成物料的上料、焊接和下料。
转盘机构机柜
下料机构焊接工位
图2设备总体机构图
2.1转盘夹具设计
转盘夹具主要起承载和搬运作用,为多工位设计,
2016年第5期
69