您当前的位置:首页>论文资料>全数字智能脉冲弧焊电源系统设计与实现
内容简介
 第33卷第8期 2012年8月
第33卷第8期 2012年8月焊接学报
TRANSACTIONS OFTHECHINAWELDINGINSTTTUTION
Vol.33 August
全数字智能脉冲弧焊电源系统设计与实现
段彬,张承慧,孙同景,
张光先
(山东大学控制科学与工程学院,济南250061)
摘要:高性能的焊接电源系统是满足脉冲焊接工艺、实现电弧精细控制、保证高质量焊接效果的关键提出了全数字脉冲递变渠焊电源的系统方案,阐述了电源主回路结构,详细描述了控制系统硬件电路设计,提出了基于VHDL的焊接工艺时序和焊接电弧稳定控制的主控系统软件设计方法和基于32位单片机的上位机功能定位,深人研究了可实现的抗干扰措施和提高系统实时性的方法,最后介绍了系统设计过程中所需的测试试验,结果表明,所设计的全数字智能脉冲弧焊电源具有较高的灵活性、抗干扰性和
可靠性,能够满足昔刻的电弧特性要求,获得满意的焊接质量关键调:弧焊电源:可编程门阵列:硬件描述语言:抗干扰
中图分类号:TC409 0序言
文献标识码:A
文章编号:0253360X(2012)08010504
投彬
No.8 2012
控制要求,尤其是在弧焊电源这种强、弱电结合、工作环境充斥着强烈干扰的应用领域,基于FPGA的
数字化技术是全面提升焊接电源性能的有效途径,全数字脉冲弧焊电源(2)是指采用单片机(micro-controlunit,MCU)、数字信号处理器(digital signalprocessor,DSP)或电子设计自动化(electronic designautomation,EDA)技术,实现包含控制回路和驱动回路的全数字化目前弧焊电源数字化已由 MCU转向DSP控制,常用的方式:(1)采用MCU+ DSP的控制系统(3),充分发挥了DSP的高速性能和灵活的软件编程,但与现场可编程逻辑门阵列(field programmablegatearray,FPGA)相比,在灵活性、速度和可靠性上有一定的差距,(2)MCU+DSP+ CPLD的实现方案中[4),复杂可编程逻辑器件(com plexprogrammablelogic device,CPLD)用来协同产生脉宽调制(pulsewidthmodulation,PWM)控制信号,但这不利于提高信号传输的可靠性和系统的响应速度,
脉冲焊接方式要求电源的数字控制系统不仅要具有类似于模拟系统的处理速度,同时要有较高的灵活性和可靠性,FPGA是一种半定制电路,既有软件编程的优点,可实现灵活多变的设计思路,又具有丰富的触发器和引脚等内部资源,运行速度可达到几百兆赫兹,易于实现硬件电路的高速性,满足实时
收稿日期:2011-06-15
基金项目:山东大学自主创新基金资助项目(2010GN067):济南青年
科技明星计划资助项目(20110304)
*参加此项研究工作的还有郭民万方数据
设计理念尤为合适.因此文中采用FPGA作为主控芯片,实现焊接工艺时序和焊接电弧精细控制,由 32位高性能单片机完成人机交互功能、与外界的通讯功能等,最终共同构成全数字脉冲弧焊电源
全数字智能弧焊电源系统设计
1.1
全数字智能弧焊电源系统概述
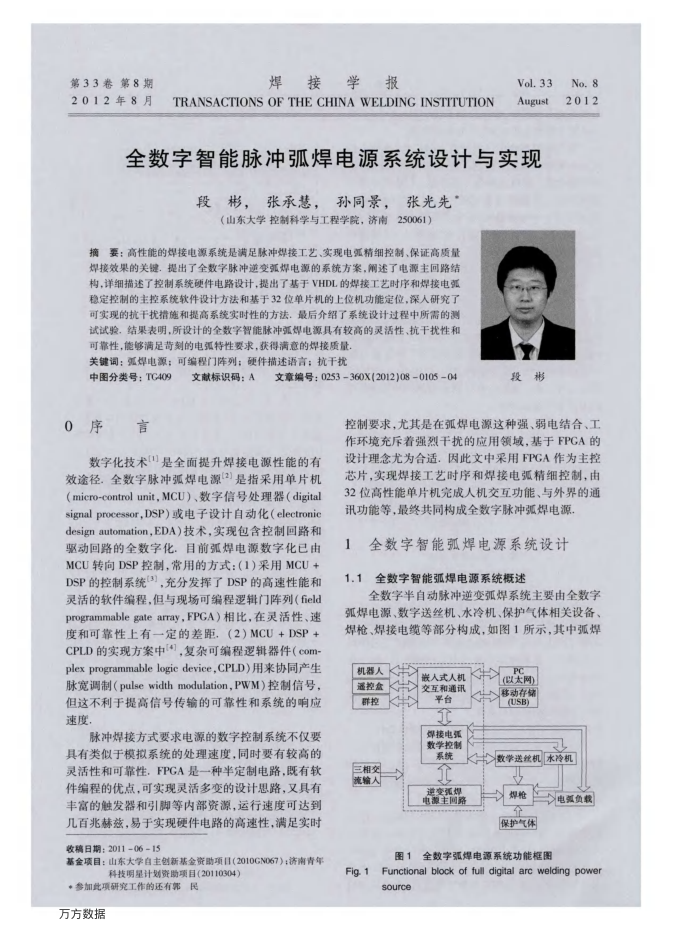
全数字半自动脉冲逆变弧焊系统主要由全数字弧焊电源、数字送丝机、水冷机、保护气体相关设备焊枪、焊接电缆等部分构成,如图1所示,其中弧焊
机器人遥控盒群控
巨相交流输人
图1
嵌人式人机交互和通讯平台
焊接电弧数学控制系统
遵变弧焊电蒙主间路
PC(以太网) 移动存储(USB)
数学送丝机水冷机金
焊枪金保护气体
电弧负载
全数字弧焊电源系统功能框图
Fig. 1 Functional block of full digital arc welding power
source