BNi68CrWB钎焊GH648∕K42异种高温合金接头的组织与性能
内容简介
 第38卷第4期 2017年4月
第38卷第4期 2017年4月焊接学报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.38No.4 April
2017
BNi68CrWB钎焊GH648/K42异种高温合金接头
的组织与性能
杨敏旋,马瑞,刘春凤,张杰,孙妍
(1.北京动力机械研究所,北京100074;2.哈尔滨工业大学材料科学与工程学院,哈尔滨150001)
摘要:采用BNi68CrWB钎料粉末对K24和GH648异种高温合金进行钎焊连接,分析了钎焊温度、保温时间、装配间隙等钎焊工艺参数对接头组织和性能的影响规律.结果表明,在钎焊接头可观察到三个特征组织区域:共晶区、等温凝固区和扩散区;钎焊温度过高,接头内部W-Cr-Ni脆性相增多,接头性能下降。保温时间延长可以促进针料与母材之间元素的扩散,有利于获得均匀的固溶体组织,接头强度提高,但时间过长,性能略有下降。钎焊间隙在
0.05~0.15mm范围,钎焊温度1150℃,保温时间30min所得接头性能较高,约600MPa. 关键词:BNi68CrWB钎料;GH648/K42接头;微观组织:力学性能
中图分类号:TG454 0序言
文献标识码:A
文章编号:0253360X(2017)04010704
1试验方法
镍基高温合金具有较高的比强度,良好的热稳定性能和热力学性能,是应用最为广泛的一种高温合金其中,铸造高温合金强度最高,日精密铸造成小型承载构件,如K24合金,常用作发动机调节片或涡轮叶片等";变形高温合金强度高,并具有一定塑性,可加工成结构复杂构件,如GH648合金,可用于航空发动机的燃烧室材料等2.实际使用中经常将两种不同的高温合金连接组并成一个复杂构件满足使用需要3,但高温合金的塑性和可焊性较差,焊接时易产生热裂纹,一般的高温焊接方法难以实现其可靠连接.目前常用的焊接技术有固相扩散连接[4.5],激光焊接[6],瞬时液相连接]以及钎焊[1,3,89]等。其中,钎焊技术可以在不施加压力条件下实现连接,获得完整致密的焊接接头的同时又不会造成接头塑性变形,且生产效率高,成为高温合金实际构件连接的常用技术.镍基针料具有优异的高温性能,是镍基高温合金最常用的钎料,其中, BNi68CrWB具有较低的硼含量,较高的钙含量,能够减少硼对母材晶间渗人并提高钨对钎料的强化效果,提高钎料高温强度[10]
文中选用BNi68CrWB钎料钎焊K24与GH648 异种合金,分析针焊工艺参数(钎焊温度、保温时间、
钎焊间隙)对接头组织以及力学性能的影响收稿日期:2万方数据
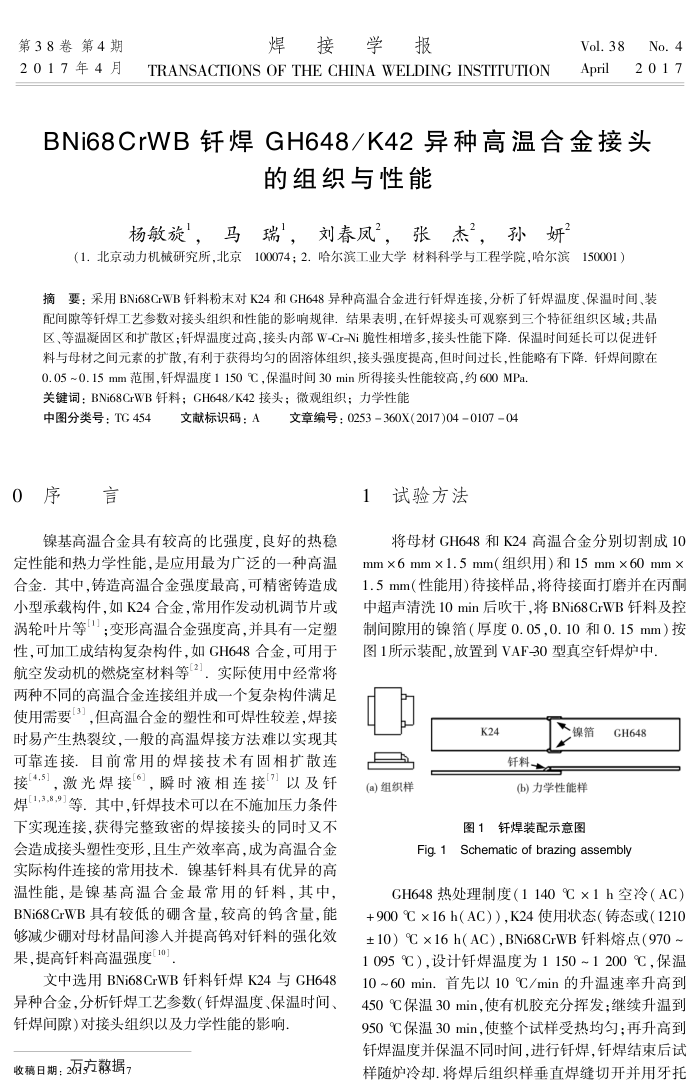
将母材GH648和K24高温合金分别切割成10 x09x(xgx 1.5mm(性能用)待接样品,将待接面打磨并在内酮中超声清洗10min后吹干,将BNi68CrWB钎料及控制间隙用的镍箔(厚度0.05,0.10和0.15mm)按图1所示装配.放置到VAF-30型真空钉焊炉中
K24
(a)组织样
钎料
一镍箱
GH648
(b)力学性能样
图1钎焊装配示意图
Fig.1Schematic of brazing assembly
GH648热处理制度(1140℃×1h空冷(AC) +900℃×16h(AC)),K24使用状态(铸态或(1210 ±10)℃×16h(AC),BNi68CrWB料熔点(970~ 1095℃),设计钎焊温度为1150~1200℃,保温 10~60min.首先以10℃/min的升温速率升高到 450℃保温30min,使有机胶充分挥发:继续升温到 950℃保温30min,使整个试样受热均匀;再升高到钎焊温度并保温不同时间,进行钎焊,钎焊结束后试样随炉冷却.将焊后组织样垂直焊缝切开并用牙托