您当前的位置:首页>论文资料>手工电弧焊的技术创新
内容简介
 StructureImprovement
StructureImprovement结构改进
手工电弧焊的技术创新郑卫刚杨萍吴萍
手工电弧焊对于不规则焊缝、短焊缝、仰焊缝、位置高和位置狭窄的
焊缝,均能灵活施工。对于焊继缺陷,可以通过提高焊工水平、改进工艺措施、调整工艺(如跳焊、逆向分
段焊、对称焊等)等得到克服。 1.电焊条加长法及变形法
(1)电焊条加长法
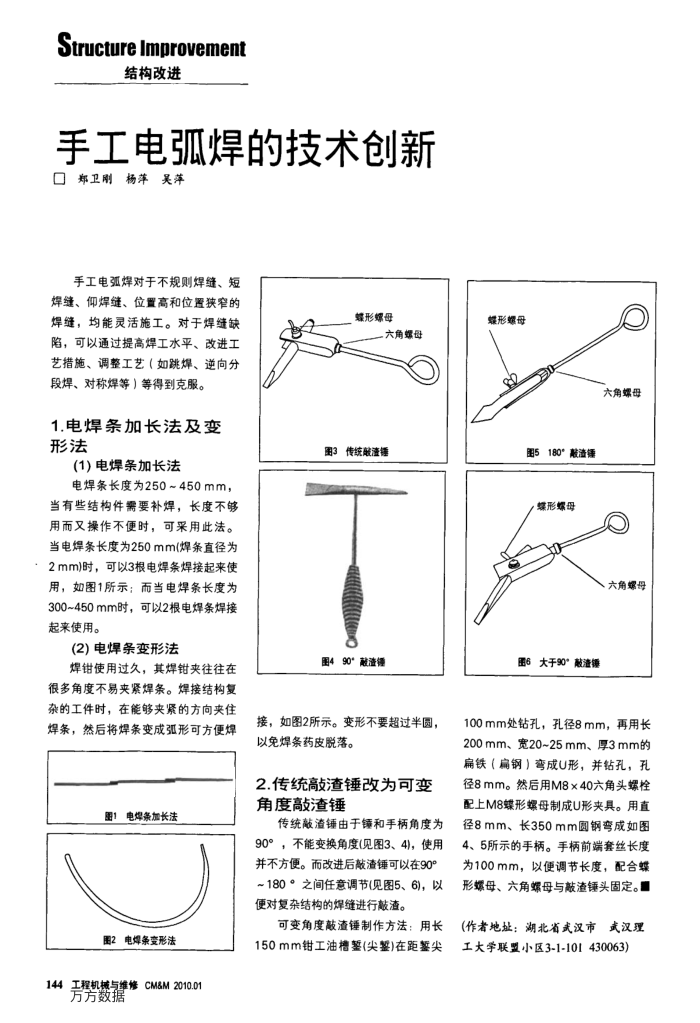
电焊条长度为250~450mm,当有些结构件需要补焊,长度不够用而又操作不便时,可采用此法。当电焊条长度为250mm(焊条直径为 2mm)时,可以3根电焊条焊接起来使用,如图1所示:而当电焊条长度为 300~450mm时,可以2根电焊条焊接起来使用。
(2)电焊条变形法
焊钳使用过久,其焊钳夹往往在很多角度不易夹紧焊条。焊接结构复杂的工件时,在能够夹紧的方向夹住焊条,然后将焊条变成弧形可方便焊
图1
电焊条加长法图2电焊条变形法
144工程机械与维修CM&M2010.01
万芳数据
蝶形螺母
六角螺母
图3传统酸渣锤图490*酸渣锡
接,如图2所示。变形不要超过半圆,以免焊条药皮脱落。
2.传统高敲渣锤改为可变角度高敲渣锤
传统敲渣锤由于和手柄角度为 90°,不能变换角度(见图3、4),使用并不方便。而改进后敲渣锤可以在90° ~180°之间任意调节(见图5、6),以便对复杂结构的焊缝进行敲渣。
可变角度敲渣锤制作方法:用长 150mm钳工油槽望(尖整)在距睾尖
蝶形螺母
图5180*敲洁锤煤形螺母
图6大于90°敲渣锤
六角螺母六角螺母
100mm处钻孔,孔径8mm,再用长 200mm、宽20~25mm、厚3mm的扁铁(扁钢)弯成U形,并钻孔,孔径8mm。然后用M8×40六角头螺栓配上M8蝶形螺母制成U形夹具。用直径8mm、长350mm圆钢弯成如图 4、5所示的手柄。手柄前端套丝长度为100mm,以便调节长度,配合蝶形螺母、六角螺母与敲渣锤头固定。
(作者地址:湖北省武汉市武汉理工大学联暨小区3-1-101430063)