您当前的位置:首页>论文资料>高含硫长输管线焊接质量控制措施
内容简介
 质量管理
质量管理高含硫长输管线焊接质量控制措施
陈刚
摘要:介绍川东北天然气项日高酸性气田长输管践焊接质量控制方法。从婵接及检验人置、管材与婵材、焊接工艺措施、焊接检验检测和焊缝标注、烊返修几个方而阐速了长输管道婵接过程接的质量控制要点,保证焊接质量、提高焊接接头抗扇快性能、确保高酸性输送气管战的安全运行,
关键调:酸性原料气SSC和HIC测试冷切割焊前预热婵接RT热处理UT硬度检测标注
一、前言
雪佛龙和中石油合资的川东北天然气项目属飞仙关气藏该气天然气属高含硫气(H2S含量约10.08%(v))。0DP1气田内部集输共16口井,包括4座井场2个集气站(含井场)和1个集气末站。G1集气站-B集气站集气干线,采用406.4*14.3抗硫管材,管道长10.8km,设计压力为9.3MPa;B集气站-集气末站集气干线,采用508*17.5抗硫管材,管道长29.0km,设计压力为 9.0MPa;集气干线主要功能是将各集气站经脱水后的干气输送至天然气厂脱硫、脱水。集气干线选用强度为L360QS的抗硫管材,因此抗硫管线的焊接是本工程质量控制的关键,是长输管道工程施工中的关键过程,焊接过程的质量控制对保证长输管道工程的施工质量起着决定性的作用,
二、材料验收和复试 1、材质检验
线路选用的管材为IS03183-2007石油天然气工业管线输送系统,钢管等级为L360QS,按照要求对输送酸性原料气的抗硫管材和弯管做光谱分析,以确定合金成分,且1360QS低合金钢管的焊接工艺评定需要进行硫化物应力开裂(SSC)试验和抗
氢致开裂(HIC)性能试验 2、焊接材科的要求
管线的氢弧焊所采用的氢气应符合现行国家标准《氢气>GB 4842的规定,且纯度不应低于99.99%,含水量小于20mg/L。
长输线路的施工现场应具有符合焊条保管要求的储存场所和烘干保温措施,建立严格的保管、烘干、发放、回收制度,并有记录。焊接材料必须符合质量要求,应有厂商提供的表明化学性能和机械性能的质量证明书,并进行复检,管道焊接作业应采用与工艺评定相同的焊接材料品牌和同一制造商,任何更改或变
换都需进行重新评定。三、管道的焊接
1、焊接与检验人员的培训和资格认证
对参加长输管线焊接的焊工,焊工资格认定合格的焊工要进行L360QS钢材焊接理论和操作技能的训练,并通过人场焊按作业人员的考试,取得该项目的焊工合格证,才能持证上岗。焊接技术人负责编制焊接工艺说明书;无损检测人员应由国家投权的专业考核机构考核,取得Ⅱ级资格、具有酸性气田工程经验的人员担任,按考核合格的项目及权限,从事检测工作。审核人
员宜具有Ⅲ级资格证。 2、管道的焊接
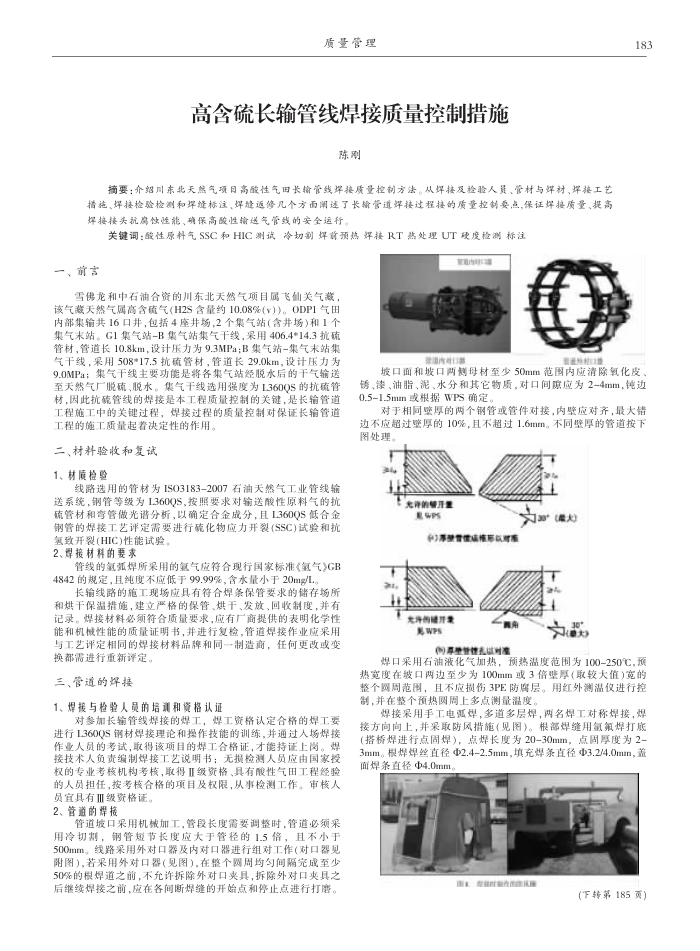
管道坡口采用机械加工,管段长度需要调整时,管道必须采用冷切制,钢管短节长度应大于管径的1.5倍,且不小于 500mm。线路采用外对口器及内对口器进行组对工作(对口器见附图),若采用外对口器(见图),在整个贸周均匀间隔完成至少 50%的根焊道之前,不允许拆除外对口夹具,拆除外对口夹具之后继续焊接之前,应在各间断焊缝的开始点和停止点进行打磨。
芳
183
坡口面和坡口两侧母材至少50mm范围内应清除氧化皮锈、漆、油脂、泥、水分和其它物质,对口间席应为2-4mm,钝边 0.5~1.5mm或根据WPS确定,
对于相同壁厚的两个钢管或管件对接,内壁应对齐,最大错
边不应超过要厚的10%,且不超过1.6mm。不同降厚的管道按下图处理,
al
无许的开量
Sda
3(蒙大
中)承登管流作市款网
光净的糖开业 WPS
2me
()原单管值以时准
30*(蒙大)
焊口采用石油液化气加热,预热温度范围为100-250℃,预热宽度在坡口两边至少为100mm或3倍壁厚(取较大值)宽的整个因周范围,且不应损伤3PE防腐层。用红外测温仪进行控制,并在整个预热圆周上多点测量温度
焊接采用手工电渠焊,多道多层焊,两名焊工对称焊接,焊接方向向上,并采取防风措施(见图)。根部焊缝用氩氯氟焊打底(搭桥焊进行点固焊),点焊长度为20-30mm,点固厚度为2-3mm。根焊焊丝直径2.4-2.5mm,填充焊条直径Φ3.2/4.0mm,盖面焊条直径Φ4.0mm
a
(下转第185页)