您当前的位置:首页>论文资料>液化天然气罐箱的修理改造
内容简介
 第38卷,。增刊 2009年8月
第38卷,。增刊 2009年8月文章编号:1000-7466(2009)增刊-0023-02
石油化工设备
PETRO-CHEMICAL EQUIPMENT
液化天然气罐箱的修理改造
王琨博
(新疆维吾尔自治区特种设备检验研究院,新疆乌鲁木齐830000)
摘要:介绍了对某液化天然气罐箱受损外壳进行的修复处理情况。关键词:罐箱;LNG;维修;改造
中图分类号:TE972
文献标志码:B
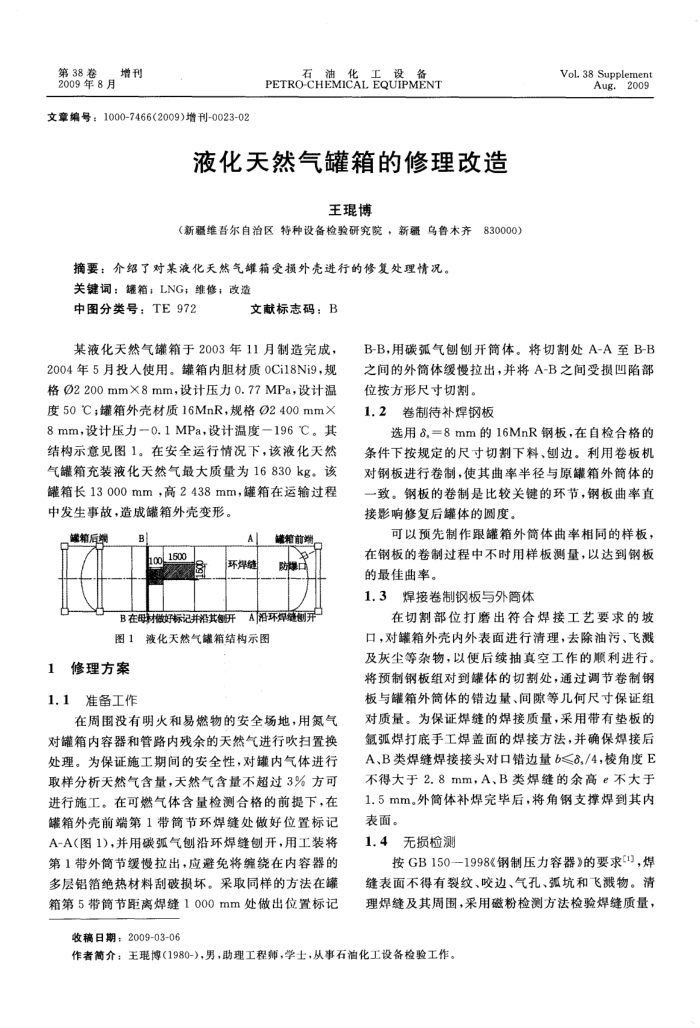
某液化天然气端箱于2003年11月制造完成, 2004年5月投人使用。罐箱内胆材质0Ci18Ni9,规格02200mmX8mm,设计压力0.77MPa,设计温度50℃;罐箱外壳材质16MnR,规格①2400mm× 8mm,设计压力-0.1MPa,设计温度-196℃。其结构示意见图1。在安全运行情况下,该液化天然气罐箱充装液化天然气最大质量为16830kg。该罐箱长13000mm,高2438mm,罐箱在运输过程中发生事故,造成罐箱外壳变形。
罐箱后端
B
.1500
A 环焊缝
罐箱前端防耀口
B在每材微好标记并沿其忽开人沿环焊通测开图1液化天然气罐箱结构示图
1修理方案 1.1准备工作
在周围没有明火和易燃物的安全场地,用氮气对罐箱内容器和管路内残余的天然气进行吹扫置换处理。为保证施工期间的安全性,对罐内气体进行取样分析天然气含量,天然气含量不超过3%方可进行施工。在可燃气体含量检测合格的前提下,在罐箱外壳前端第1带筒节环焊缝处做好位置标记 A-A(图1),并用碳弧气刨沿环焊缝刨开,用工装将第1带外筒节缓慢拉出,应避免将缩绕在内容器的多层铝箔绝热材料刮破损坏。采取同样的方法在罐箱第5带筒节距离焊缝1000mm处做出位置标记
收稿日期:2009-03-06
Vol. 38 Supplement
Aug.2009
B-B,用碳弧气刨刨开筒简体。将切割处A-A至B-B 之闻的外简体缓慢拉出,并将A-B之间受损凹陷部
位按方形尺寸切割。 1.2卷制待补焊钢板
选用8,=8mm的16MnR钢板,在自检合格的条件下按规定的尺寸切割下料、刨边。利用卷板机对钢板进行卷制,使其曲率半径与原罐箱外筒体的一致。钢板的卷制是比较关键的环节,钢板曲率直接影响修复后罐体的圆度。
可以预先制作跟罐箱外简体曲率相同的样板,在钢板的卷制过程中不时用样板测量,以达到钢板的最佳曲率。
1.3焊接卷制钢板与外筒体
在切割部位打磨出符合焊接工艺要求的坡口,对罐箱外壳内外表面进行清理,去除油污、飞溅及灰尘等杂物,以使后续抽真空工作的顺利进行。将预制钢板组对到罐体的切割处,通过调节卷制钢板与罐箱外筒体的错边量、间隙等几何尺寸保证组对质量。为保证焊缝的焊接质量,采用带有垫板的氨弧焊打底手工焊盖面的焊接方法,并确保焊接后 A、B类焊缝焊接接头对口错边量b≤8./4,棱角度E 不得大于2.8mm,A、B类焊缝的余高e不大于 1.5mm。外筒体补焊完毕后,将角钢支撑焊到其内表面。
1.4无损检测
按GB150--1998《钢制压力容器》的要求{1},焊缝表面不得有裂纹、咬边、气孔、弧坑和飞溅物。清理焊缝及其周围,采用磁粉检测方法检验焊缝质量,
作者简介;王博(1980-),男,助理工程师,学士,从事石油化工设备检验工作。
上一章:焦炉煤气生产液化天然气的工艺研究
下一章:紫外荧光分析仪在天然气总硫分析中的应用