����ǰ��λ�ã���ҳ>��������>S7-200SMART��̫���ӿڵ�Ӧ��
S7-200SMART��̫���ӿڵ�Ӧ��
���ݼ��
 Ӧ���о�
Ӧ���о�S7-200SMART��̫���ӿڵ�Ӧ��
��־ΰ
(�人��·ְҵ����ѧԺ�����人430205)
���¹������
ժҪ��������PLC���Ƴ���200SMART��Ʒ��������һ����̫���ӿ�,�ﲻ���ı��˱���豸��PLC�����ӷ�ʽ�������ܹ�ʹ��̨20XSMART֮�䡢 200SMART��S7-300ϵ������PLC֮���Լ�200SMART��HMI�豸֮��ͨ����̫���������ӳɿ������硣���Ľ���ϸ����S7-200SMART����̫���ڵ�Ӧ�÷�����ͨ�Ŷ˳�
�ؼ���:PLC��ҵ̫��S7ͨ�Ŷ˳�
��ͼ����ţ�TP393.1
���ױ�ʶ��:A
���Ź�ҵ��̫����Ӧ�÷�ΧԽ��Խ�㣬���Ľ���200SMART PLC��̫���ڱ������ԡ���̨200SMARTPLC��HMI�豸�����̫��ͨ�ţ�200SMART��S7-300ϵ��PLC�����̫��ͨ�ŵ����������͵�Ӧ�÷���������S7һ200SMART��̫���յ�Ӧ�������̣� 1200SMART��̫���ڱ�������
��ǰS7-200ϵ��PLC��PC���ͨ��ʹ��PPI���£��� 200SMART����RJ45���½��б��ͨ�š����PC����200SMART�����RJ45����ֱ�����ӣ�Ҳ���ù�ҵ�������������ӡ���һ�����ӷ�ʽ�ܹ��Ѷ�̨200SMART����PC�����һ����̫���磬��֧��̨PC��ͬʱ�������еĶ�̨PLC���б������ԡ��ù�ҵ�������������ӽ��б�̵���ʱ����Ҫ������PC������PLC��IP��ַ������ͬһ���Σ�Ȼ��ͨ��ѡ���Ӧ��IP������Ӧ��PLC���б������ԣ������ڱ��PC��ͬʱ����������ڶԶ�̨PLC���б������ԡ� 200SMART�����ֱ���������ʽ����Ҫר�ŵ�PPI���£�����S7-300ϵ��PLCҲ֧����̫�������̣��ʱ������Զ�̨��ͬϵ�е���
����PLC��������̫���е�ͬһ̨���PC��ͬʱ���С� 2��̨200SMARTPLC��HMI�豸�����̫��ͨ��
2.1��̨200SMARTPLC��HMI�豸��̫������
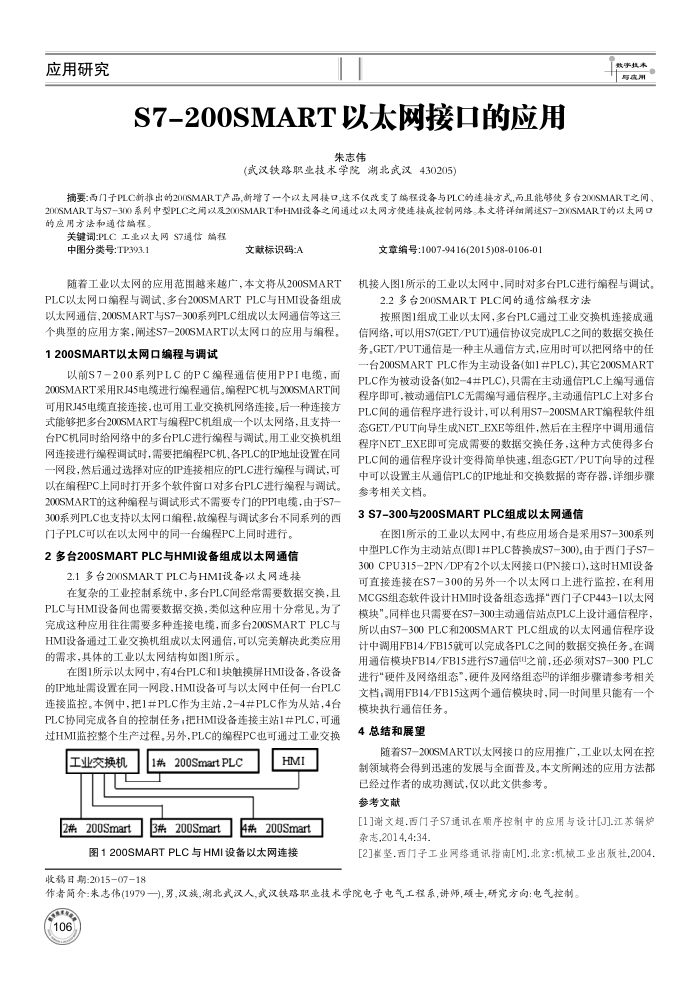
�ڸ��ӵĹ�ҵ����ϵͳ�У���̨PLC�侭����Ҫ���ݽ������� PLC��HMI�豸��Ҳ��Ҫ���ݽ�������������Ӧ��ʮ�ֳ�����Ϊ���������Ӧ��������Ҫ�������ӵ��£�����̨200SMARTPLC�� HMI�豸ͨ����ҵ�����������̫��ͨ�ţ����������������Ӧ�õ�������Ĺ�ҵ��̫���ṹ��ͼ1��ʾ��
��ͼ1��ʾ��̫���У���4̨PLC��1�鴥����HMI�豸�����豸��IP��ַ��������ͬһ���Σ�HMI�豸������̫�����κ�һ̨PLC ���Ӽ�ء������У���1#PLC��Ϊ��վ��2-4PLC��Ϊ��վ��4̨ PLCЭͬ��ɸ��ԵĿ�������HMI�豸������վ1#PLC����ͨ��HMI��������������̣����⣬PLC�ı��PCҲ��ͨ����ҵ����
��ҵ������ 2#��200Smart
1#
200SmartPLC
3#��200Smart
IWH
4#��200Smart
ͼ1200SMARTPLC��HMI�豸��̫������
�ո����ڣ�2015-07-18
���±�ţ�1007-9416(2015)08-0106-0)
������ͼ1��ʾ�Ĺ�ҵ��̫���У�ͬʱ�Զ�̨PLC���б������ԡ�
2.2��̨200SMARTPLC���ͨ�ű�̷���
����ͼ1��ɹ�ҵ��̫������̨PLCͨ����ҵ���������ӳ�ͨ�����磬������S7(GET/PUTͨ��Э�����PLC֮������ݽ�������GET/PUTͨ����һ������ͨ�ŷ�ʽ��Ӧ��ʱ���������е���̨200SMARTPLC��Ϊ�����豸(��1#PLC)������200SMART PLC��Ϊ�����豸(��2-4#PLC)��ֻ��������ͨ��PLC�ϱ�дͨ�ų��ɣ�����ͨ��PLC�����дͨ�ų�������ͨ��PLC�϶Զ�̨ PLC���ͨ�ų��������ƣ���������S7-200SMART���������̬GET/PUT������NET_EXE�������Ȼ�����������е���ͨ�ų���NET_EXE���������Ҫ�����ݽ����������ַ�ʽʹ�ö�̨ PLC���ͨ�ų�����Ʊ�ü��٣���̬GET/PUT�Ĺ����п�����������ͨ��PLC��IP��ַ�ͽ������ݵļĴ�������ϸ����ο�����ĵ���
3S7-300��200SMARTPLC�����̫��ͨ��
��ͼ1��ʾ�Ĺ�ҵ��̫���У���ЩӦ�ó����Dz���S7-300ϵ������PLC��Ϊ����վ��(��1#PLC�滻��S7-300)������������S7-300CPU315-2PN/DP��2����̫���ӿ�(PN�ӿ�),��ʱHMI�豸��ֱ��������S7-300������һ����̫�����Ͻ��м�أ������� MCGS��̬�������HMIʱ�豸��̬ѡ��"������CP443-1��̫��ģ��"��ͬ��Ҳֻ��Ҫ��S7-300����ͨ��վ��PLC�����ͨ�ų���������S7-300PLC��200SMARTPLC��ɵ���̫��ͨ�ų�������е���FB14/FB15�Ϳ�����ɸ�PLC֮������ݽ��������ڵ���ͨ��ģ��FB14/FB15����S7ͨ��֮ǰ���������S7-300PLC ����"Ӳ����������̬����Ӳ����������̬����ϸ������ο�����ĵ�������FB14/FB15������ͨ��ģ��ʱ��ͬһʱ����ֻ����һ��
ģ��ִ��ͨ������ 4�ܽ��չ��
����S7-200SMART��̫���ӿڵ�Ӧ���ƹ㣬��ҵ��̫���ڿ�������õ�Ѹ�ٵķ�չ��ȫ���ռ���������������Ӧ�÷�����
�Ѿ������ߵijɹ����ԣ����Դ��Ĺ��ο����ο�����
[1]л�ij�.������S7ͨѶ��˳��������Ӧ�������[J].����¯��־,2014,4:34
[2]��.�����ӹ�ҵ����ͨѶָ��[M.��������е��ҵ������,2004
����飺δ־ΰ(1979һ),�У�����,�����人��,ʽ����·ְҵ����ѧԺ���ӵ�������ϵ����ʦ����ʿ���о����������� 106
��һ�£�UPS�ɿ��ԺͿ����Է���
��һ�£�SAP ERPϵͳ���ܼ�ؽ������