您当前的位置:首页>论文资料>基于无线传输的皮带打滑检测装置
内容简介
 数事其术与变用
数事其术与变用基于无线传输的皮带打滑检测装置
郑朋举白峰张黎林
(河南中烟工业有限贵任公司郑州卷烟厂河南郑州450000)
通信技术
摘要:为实时监测制丝流水线中皮带输送机打滑现象的产生,便于及时作出相应处理,利用旋转端码器测速原理设计了皮带打滑检测装置,并在此基础上融含了无线传输技术,实现了报警信号的实时无线传输,从而不受设备复杂结构和空间的限制。
关键调:皮带输逆机打滑检测无线传输
中图分类号:TH222
文献标识码:A
文章编号:1007-9416(2012)04-0027-02
目前,在烟草行业制丝生产线中皮带输送机是输送物料的主要设备,起着承上启下的关键作用。皮带输送机的运行是否正常关系着整个流水线能否顺利运行。如果皮带产生了打滑现象,皮带输送机上的物料将会不断堆积,造成上游设备堵料和下游设备断料,严重影响流水线作业。然而由于制丝设备体积庞大、结构复杂,皮带输送机发生打滑时不容易及时发现,时常造成堵料、断料的后果。而基于无线传输的皮带打滑检测装置既能准确检测到皮带打滑现象,同时又不受设备复杂结构和空间的限制,及时向操作工发出报警提
示,以便及时作出相应处理,保证流水作业的顺利运行。 1、皮带输送机
1.1皮带输送机的工作原理
物料
. 被动托辑
o
电动
主动托级
质带
图1.1皮带输送机
皮带输送机主要由输送皮带、主动托辊和被动托辊组成。输送皮带首尾相接,两托辑将皮带张紧。主动托辑由电动机驱动,由于张紧的皮带和托辑之闻间存在摩擦力,主动托辑转动的同时带动皮带行走,皮带行走又带动被动托辑转动。
1.2皮带打滑的现象
皮带打滑的现象突出表现为:主动辑转动的同时,皮带和被动托辑不转动或转动比主动辑慢,即主动辑和被动辑转动不同步。
1.3皮常打滑的原因
皮带打滑的原因主要有以下三点:
(1)皮带因长期使用面松弛,主动辊和皮带之间的摩擦力减小,(2)皮带上输送物料载荷过大,主动辑和皮带之闻的摩擦力也
不足以驱动皮带行走或者行走缓慢,
(3)物料中的水分使皮带与侧边条粘连在一起。 2、基于无线传输的皮带打滑检测装置
2.1装置组成
装置主要由主动辑和被动托辑同步检测、皮带打滑信号无线传输和故障报警三部分组成,
2.2工作原理
通过检测主动托辑和被动托辑的转动是否同步,如果两托辑转
动不同步,则表明皮带产生了打滑。同时输出皮带打滑报警信号,通过无线发送装置发送出去。无线接收装置接收到皮带打滑信号后,发出报警声响,同时报警灯亮起直至故障排除。
2.3分步设计
2.3.1主动貌和被动托耗同步检测部分
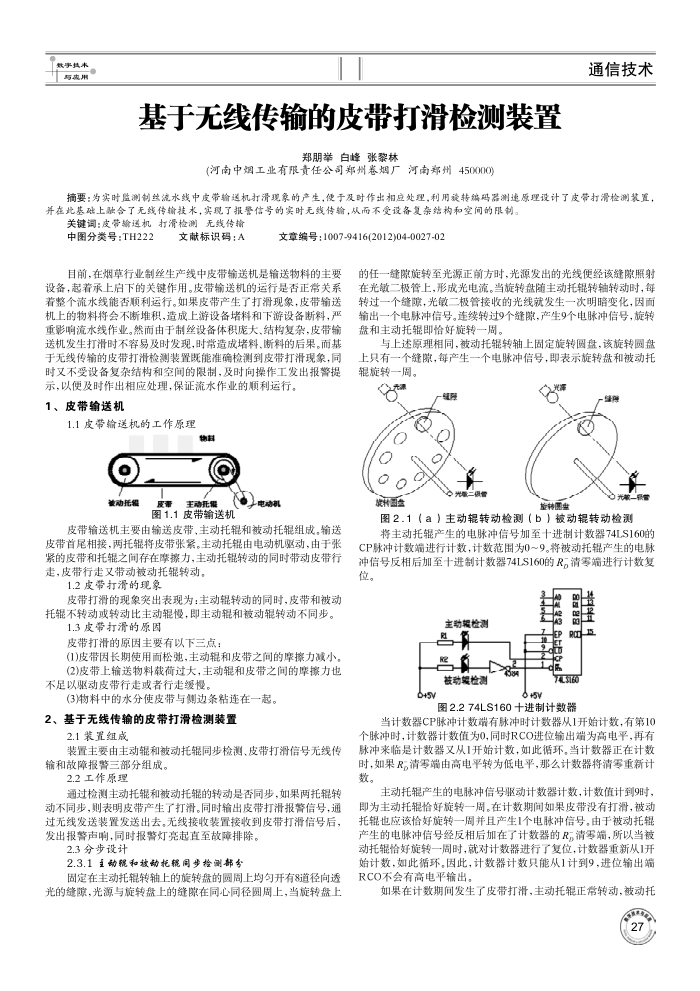
固定在主动托辑转轴上的旋转盘的圆周上均匀开有道径向透光的缝障,光源与旋转盘上的缝在同心同径圆周上,当旋转盘上
的任一缝隙旋转至光源正前方时,光源发出的光线使经该缝隙照射在光敏二极管上,形成光电流。当旋转盘随主动托辑转轴转动时,每转过一个缝障,光敏二极管接收的光线就发生一次明暗变化,因面输出一个电脉冲信号。连续转过9个缝隙,产生9个电脉冲信号,旋转盘和主动托辑即恰好旋转一周。
与上述原理相同,被动托辑转轴上固定旋转圆盘,该旋转圆盘上只有一个缝隙,每产生一个电脉冲信号,即表示旋转盘和被动托辑旋转一周。
限
获特图
《光深
厂SA
整转圆盘
D光款二强
图2.1(a)主动辊转动检测(b)被动辊转动检测
将主动托辑产生的电脉冲信号加至十进制计数器74LS160的 CP脉冲计数端进行计数,计数范围为0~9。将被动托辑产生的电脉冲信号反相后加至十进制计数器74LS160的R。清零端进行计数复位。
3 专
主助规检测
E 被动辑检测
45V
P
P
o d
74L3160
o+5V
图2.274LS160十进制计数器
当计数器CP脉冲计数端有脉冲时计数器从1开始计数,有第10 个脉冲时,计数器计数值为0,同时RCO进位输出端为高电平,再有脉冲来临是计数器又从1开始计数,如此循环,当计数器正在计数时,如果R。清零端由高电平转为低电平,那么计数器将清零重新计
数。
主动托辑产生的电脉冲信号驱动计数器计数,计数值计到9时,
即为主动托辑恰好旋转一周。在计数期间如果皮带没有打滑,被动托辑也应该恰好旋转一周并且产生1个电脉冲信号。由于被动托辑产生的电脉冲信号经反相后加在了计数器的R,清零端,所以当被动托辑恰好旋转一周时,就对计数器进行了复位,计数器重新从1开始计数,如此循环。因此,计数器计数只能从1计到9,进位输出端 RCO不会有高电平输出,
如果在计数期间发生了皮带打滑,主动托辑正常转动,被动托
上一章:k元n立方并行容错路由
下一章:独居老人无线监护系统的设计研究