您当前的位置:首页>论文资料>精密接长丝杠制造工艺分析研究
内容简介
 精密制造与自动化工艺与装备
精密制造与自动化工艺与装备精密接长丝杠制造工艺分析研究
毕文耀
(上海机床厂有限公司上海200093)
2017年第2期
摘要在没有精密长螺纹磨床的情况下,要制造一根总长6700mm丝杠,只能采取短丝杠接长的工艺。由于精密接长丝杠的工艺复杂,包括设备、测量仪器、熟练的技术工人、拼接技师等。介绍了几种常见的接长丝杠形式,丝杠的加工和拼接过程,需要克服的难点,由于接长丝杠是由多个短丝杠拼接而成,所以拼接处的受力情况直接影响丝杠的长久精度,通过分析,采取措施加以克服。在加工过程中,注意设备的热平衡,使加工设备的精度始终保持稳定,同时环境温度也要恒定。
关键健词
螺纹磨床长丝杠工艺分析
精密丝杠是螺纹磨床的关键零件,丝杠的精度直接影响着被磨零件的精度,因此丝杠的制造便成了制造螺纹磨床的关键。而要制造出一台高精度的大型螺纹磨床,则先要解决长丝杠的制造问题。
般丝杠的加工长度不超过4m:如果超过4m会考采用接长丝杠的工艺方法。由于精密接长丝杠的工
艺复杂,目前只能单件小批制造。 1常见的几种丝杠接长形式
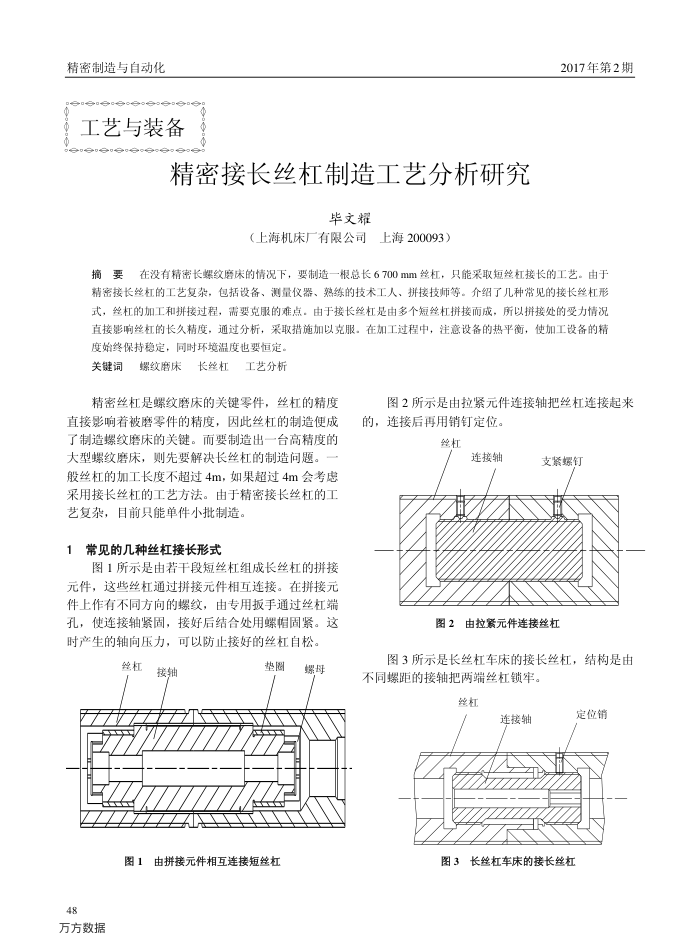
图1所示是由著于段短丝杠组成长丝杠的拼接元件,这些丝杠通过拼接元件相互连接。在拼接元件上作有不同方向的螺纹,由专用扳手通过丝杠端孔,使连接轴紧固,接好后结合处用螺帽固紧。这时产生的轴向压力,可以防止接好的丝杠自松。
丝杠
接轴
垫圈
图1由拼接元件相互连接短丝杠
48
万方数据
螺母
图2所示是由拉紧元件连接轴把丝杠连接起来的,连接后再用销钉定位。
丝杠
连接轴
支紧螺钉
图2由拉紫元件连接丝杠
图3所示是长丝杠车床的接长丝杠,结构是由不同螺距的接轴把两端丝杠锁牢。
丝杠
连接轴
定位销
图3长丝杠车床的接长丝杠
上一章:复杂曲面数控加工研究
下一章:资源受限DTN网络中的高效数据传输机制