您当前的位置:首页>论文资料>试论数控加工程序编制过程中的数值计算方法
内容简介
 数字执车与度用
数字执车与度用数控技术
试论数控加工程序编制过程中的数值计算方法
黄肖群
(广西南宁技师学院,广西南宁530000)
摘要:数控技术是一种高精度、高效率的技术,在机械加工中应用最为广泛。本文就数控程序的竭制过程与其数值计算方法进行分析旨在提高数控车的使用效率与稳定数控加工的质量
关键词:数控车加工;程序编制;计算方法
中图分类号TG659
文献标识码:A
在数控技术的应用当中,对所加工的零件中的各种信息进行数
字化,按照特定的编程方法进行数控车床的加工,从面对机床的各个部件的预定行进轨道与行进速度进行合理的规划。所以,在数据机床的数控加工中,合理的进行加工程序的编写非常重要。经过长期的实践表明,合理的程序编制需要包含很多计算因素,下面就对数控车床的加工程序编制过程中的数值计算方法进行详细论述。 1程序编制时的数值计算方法
1.1基点计算
基点计算是程序缩制中的关键环节,相邻的基点间所形成的几何元素决定着零件的轮廊。所以在编程时应该按照基点去划分程序段,程序段间的近似区间越大,则基点的数目应该越小。假设程序段间的误差为d,d应该小于等于规定编程误差范围,且的取值应当在 1/5到1/10间。
基点计算目前分为两种计算,分别是人工计算与绘图计算,人工计算要求程序的编制人员具有一定的初等数学能力,熟悉靠握方程计算与三角函数计算的方法,具有实用性强的优点,但是相比之下效率较低且失误率高。绘图计算则是可以充分利用计算机中的绘图软件将数控加工所需的相关图样进行直接的绘制,但是这要求程序的编制人员有一定绘画基础与绘图软件的使用能力。总的来说,这两种计算方法各有千秋,在数控加工的编程计算中应该结合使用、取长补短。
1.2节点计算
多数的数控机床并不具备非圆曲线的插补指令,而在编制非圆曲线数控程序过程中一般使用直线和圆弧来替换的方法来进行编程,因为直线替换法的操作简单,其表现形式也比较直观,所以精度要求的满足条件下,通常是以直线段折线代替非圆曲线!。
节点就是直线线段与圆弧线段之间的交点,这些直线段和弧线线段在图形的构成中可以对一些曲线非圆线段进行代替,而这些图形无法通过直接的计算求出相关的坐标点,节点计算的零件其形状往往较为复杂,因此,节点计算就根据零件的精度求出坐标值,其算
文章编号:1007-9416(2017)05-0013-02
法最好采用就算量较大的人工计算法进行计算。
1.3刀位点轨述计算
刀位点即刀具的定位基准点,在数控车的加工中可以标志出刀具不同位置的坐标点,刀位点的计算应该根据不同类型的刀具而异,不同类型的刀具其刀位点也不尽相同,对于刀位点的轨速计算
而言,刀位点可以是刀尖位置点也可以是圆心位置点 2实例计算分析
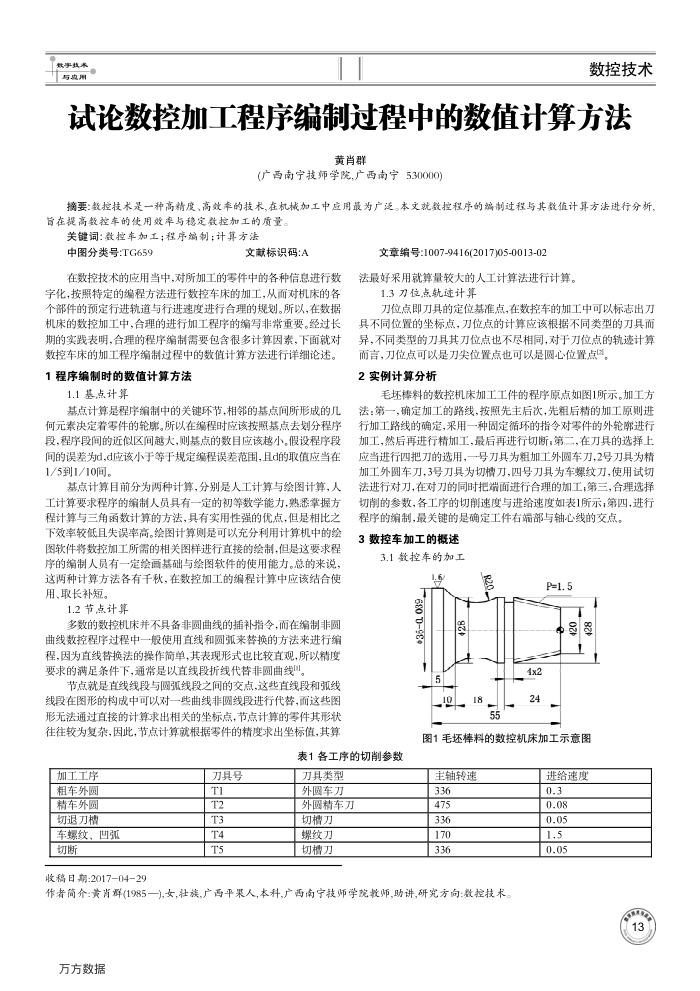
毛坏棒料的数控机床加工工件的程序原点如图1所示。加工方法:第一,确定加工的路线,按照先主后次,先粗后精的加工原则进行加工路线的确定,采用一种固定循环的指令对零件的外轮哪进行加工,然后再进行精加工,最后再进行切断,第二,在刀具的选择上应当进行四把刀的选用,一号刀具为粗加工外圆车刀,2号刀具为精加工外圆车刀.3号刀具为切槽刀,四号刀具为车螺纹刀,使用试切法进行对力,在对刀的同时把端面进行合理的加工,第三,合理选择切削的参数,各工序的切前速度与进给速度如表1所示,第四,进行
程序的缩制,最关键的是确定工件右端部与轴心线的交点。 3数控车加工的概述
3.1数控车的加工
R20
变 6800 5
18
55
4x2 24
P=1. 5
图1毛坏棒料的数控机床加工示意图
表1各工序的切削参数
加工工序粗车外圆精车外圆切退刀槽
车螺纹,凹弧切断
收稿日期:2017-04-29
刀具号
T1 T2 T3 T4 T5
刀具类型外圆车刀外圆精车刀切精刀螺纹刀切槽
主轴转速
336 475 336 170 336
作者简介:黄肖群(1985一),女,社族,广西平果人,本科,广西南宁技师学院教师,助讲,研究方向:数控技术。万方数据
进给速度
0.3 0.08 0.05 1.5 0.05
上一章:龙门铣床的数控改造
下一章:新时期机械制造中数控技术的应用研究