您当前的位置:首页>论文资料>正余弦圆周曲面的数控铣削编程
内容简介
 数字技术与应用
数字技术与应用正余弦圆周曲面的数控铣削编程
田清蛋
品
(鄂东职业技术季院机械工程系
董守助
湖北黄冈
438000)
.应用研究:
摘要:基于华中数控系统环境,本丈来用家程序对正余位国周向面进行编径加工,以原示宏程序在规则复杂型面本件加工中的应用,
关键词,费控编程安程序
中图分类号:TP313 零件图如图1、图2,图3:
正余强肉面
文献标识码:A
文章编号:1007-0916(2010)09-0100-01
偏差进行修正补偿,以确保零件的加工质
虽然CAD/CAM软件自动编程是当前数控编程的主要方法,但是对于具有规则复杂型面的零件,手工编程较自动编程更加方便、灵活,面手工编程的最大亮点就是宏程序的应用。本文结合加工实例应用宏程序进行编程,
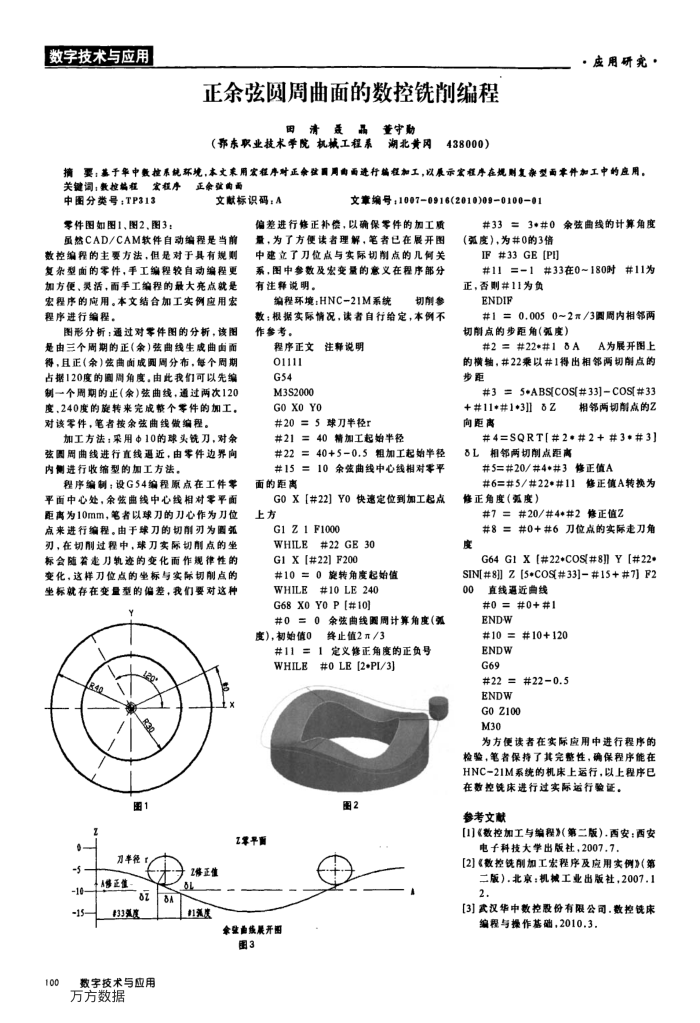
图形分析:通过对零件图的分析,该图是由三个周期的正(余)弦曲线生成曲面面得,且正(余)弦曲面成圆周分布,每个周期占据120度的阅周角度,由此我们可以先编制一个周期的正(余)弦曲线,通过两次120 度,240度的旋转来完成整个零件的加工,对该零件,笔者按余弦曲线做编程。
加工方法;采用中10的球头铣刀,对余弦圆周曲线进行直线遇近,由零件边界向内侧进行收缩型的加工方法。
程序编制;设G54编程原点在工件零平面中心处,余弦曲线中心线相对零平面距离为10mm,笔者以球刀的刀心作为刀位点来进行编程。由于球刀的切削刃为西弧刃,在切削过程中,球刀实际切点的坐标会随着走刀轨迹的变化而作规律性的变化,这样刀位点的坐标与实际切削点的坐标就存在变量型的偏差,我们要对这种
图1
量,为了方便读者理解,笔者已在展开图中建立了刀位点与实际切制点的几何关系,图中参数及宏变量的意义在程序部分有注释说明。
编程环境:HNC-21M系统
切削参
数:根据实际情况,读者自行给定,本例不作参考。
程序正文 01111 G54
M3S2000
注释说明
GO XO YO
#20=5球刀半轻r
#21=40精加工起始半径#22=40+50.5#
粗加工起始半径
#15=10余核曲线中心线相对零平面的距离
GOX【#22】YO快速定位到加工起点上方
G1 Z 1 F1000
WHILE#22GE30 G1 X [#22] F200
#10=0旋转角度起始值
WHILE
#10LE240
G68 X0 Y0 P [#10]
余弦曲线医周计算角度(弧
#0=0 度),韧始值0
终止值2元/3
#11=1定义修正角度的正负号
WHILE
乙荤平面
万车径
-5-10-15-
100
A修正懂
20
3
数字技术与应用万方数据
8A
2修正懂 OL
美康
余致曲线展开图围3
#0 LE [2+PL/3] 图2
#33=3+#0余弦曲线的计算角度(弧度),为#0的3倍
IF #33 GE [PI]
#11=-1#33在0~180时#11为
正,否则#11为负 ENDIP
#1=0.0050~2元/3圆周内相邻两切削点的步距角(弧度)
#2=#22*#18A
A为展开图上
的横轴,#22乘以#1得出相邻两切前点的步距
#3=5+ABS(COS[#33]COS[#33
相邻两切前点的Z
+#11+#1+31Z 向距离
#4=SQRT[#2*#2+#3*#3] 相邻两切削点距离
8L
#5=#20/#4*#3修正值A
#6=#5/#22*#11 修正角度(弧度)
修正值A转换为
修正值Z
#7=#20/#4*#2
#8=#0+#6刀位点的实际走刀角度
G64G1 X[#22+COS[#8]]Y[#22* SIN[#8]Z[5*COS[#33]-#15+#7]F2
00
直线通近曲线#0=#0+#1 ENDW
#10=#10+120
ENDW G69#22
=#22-0.5
ENDW GOZ100 M30
为方便读者在实际应用中进行程序的
检验,笔者保持了其完整性,确保程序能在 HNC-21M系统的机床上运行,以上程序已
在数控镜床进行过实际运行验证。参考文献
[1]《数控加工与编程》(第二版).西安:西安
电子科技大学出版社,2007.7,
[2]《数控铣削加工宏程序及应用实例》(第二版).北京:机械工业出版社,2007.1 2
[3]武汉华中数控股份有限公司.数控铁床
编程与提作基础,2010.3,