您当前的位置:首页>论文资料>机床铣削中刀具的切入和切出方法的探讨
内容简介
 ・教字技术:
・教字技术:机床铣削中刀具的切人和切出方法的探讨
许国强
(国土资源部张家口高级技工学校
河北张家口
075000)
数字技术与应用
要】为了提高零件表面的加工质量,使零件加工表面光滑过渡,我们有必要在确定零件加工方案时,注意每个细节。加工时描
刀具的切入切出会影响到加工的安全和质量。本文用实例形式,阐述了刀具切入切出路线和切入切出点的确定方法,
[关健调]切入
切出
[中围分类号ITG
半径补偿
延长线
[文献标识码]A
在现代模具生产中,对零件的美现度及功能要求越来越高,因此对模具加工技术也提出了更高的要求。刀具切入和切出时的接刀痕迹严重影响轮痴的表面质量,在确定加工方案时,应合理设计刀具切入,切出的位置及路线,在保诞安全的前提下,尽景减少刀刃切痕,保证零件曲面的平滑过渡。
1切入,切出路线的确定
在铣床上铣刷零件外轮腺时,一般采用立铣刀的侧刃铣酮,刀具从安全平面下降到切能高度时,应离开工件毛还段距离,不能直接贴着加工零件轮席下刀,且要避免法间切入零件轮廊,而应滑工件轮席的延长线切入,在切出零件时,也不可直接抬刀,以免切副力突然发生变化而造成弹性形变,所以也应沿工件轮廖线的延长线切出。例如铣削一
P
B
R
图1 D
R
0 图3
直线切入和切出
C
JA
围切入和切出
正确的切入切出点
p
R
ML
办
B
[文章编号]1007-9416(2010)01-0009-01
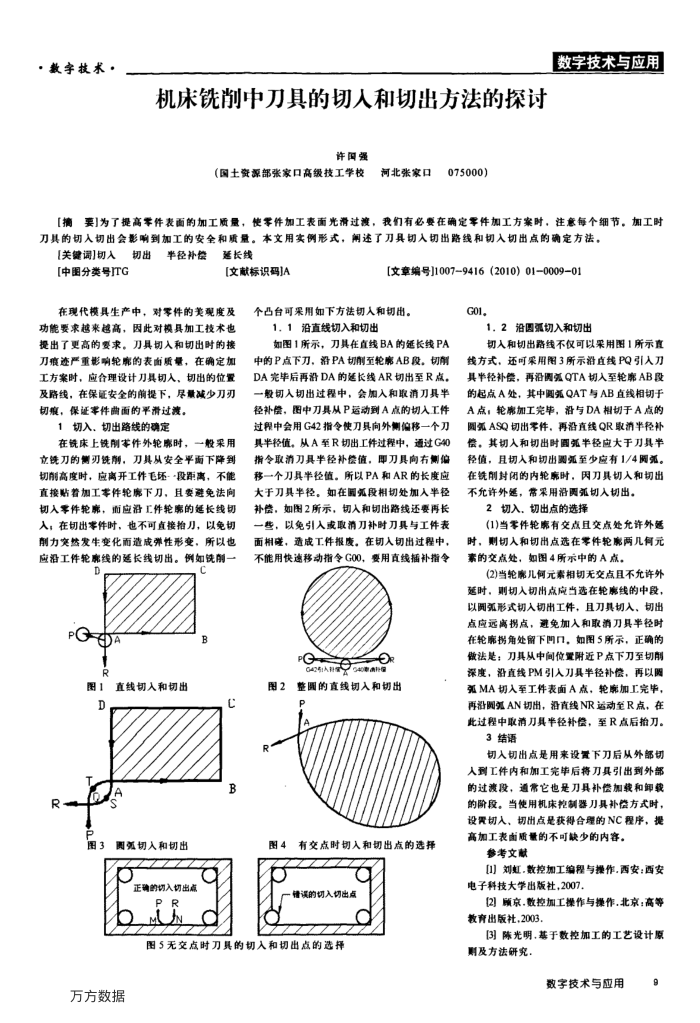
个凸台可果用如下方法切入和切出。 1.1沿直线切入和切出
如图1所示,刀具在直线BA的延长线PA 中的P点下刀,沿PA切削至轮癌AB段。切削 DA完毕后再沿DA的题长线AR切出至R点,一般切人切出过程中,会加入和取消刀具率径补偿,图中刀具从P运动到A点的切入工件过程中会用G42指令使刀具向外侧偏移一个刀具半径值。从A至R切出工件过程中,通过G40 指令取消刀具半径补偿值,印刀具向右侧偏移一个刀具半径值。所以PA和AR的长度应大于刀具半径。如在围渠段相切处加人半径补偿,如图2所示,切入和切出路线还要再长一些,以免引入或取消刀补时刀具与工件表面相硅,造成工件报废。在切入切出过程中,不能用快速移动指令G00,要用直线插补指令
PG
G424:入料您
图2 图4
S0eaRG
整围的直线切入和切出 P
有交点时切入和切出点的选择
错误的切入切出点
图5无交点时刀具的切入和切出点的选择
万方数据
G01。
1.2沿圈弧切入和切出
切入和切出路线不仅可以采用图1所示直线方式,还可采用图3所示滑直线PQ引入刀半径补偿,再沿圆弧QTA切入至轮席AB段的起点A处,其中圆死QAT与AB直线相切于 A点,轮席加工完毕,沿与DA相切于A点的圆渠ASQ切出零件,再沿直线QR取消半轻补偿,其切入和切出时面弧半径应大于刀具半径值,且切入和切出死至少应有1/4阀强。在铣刷对闭的内轮序时,因刀具切人和切出不允许外延,常采用落贾切入切出。
切入,切出点的选择 2
(1)当零件轮席有交点且交点处允许外瑟则切入和切出点选在零件轮廓两几何元
时,
素的交点处,如图4所示中的A点。
(2)当轮席儿何元素相切无交点且不允许外延时,则切人切出点应当选在轮席线的中段,以阅弧形式切入切出工件,且刀具切入,切出点应远离拐点,避免加入和取消刀具半径时在轮廉拐角处留下围口,如图5所示,正确的傲法是:刀其从中间位置附近P点下刀至切削深度,沿直线PM引入刀具半径补偿,再以图弧MA切入至工件表面A点,轮脆加工完毕,再沿阅弧AN切出,沿直线NR遇动至R点,在此过程中取消刀具半径补偿,至R点后抬刀。
3结语
切入切出点是用来设置下刀后从外部切人到工件内和加工完毕后将刀具引出到外部的过凌段,通常它也是刀具补偿加较和卸载的阶段。当使用机床控制器刀具补偿方式时,设胃切入,切出点是获得合理的NC程序,提高加工表面质量的不可缺少的内客。
参考文献
[1】刘虹.数控加工编程与操作.西安:西安电子科技大学出版社,2007
[2]顾京.数控加工操作与操作,北京:高等教育出版社,2003
[3]陈光明,基于数控加工的工艺设计原则及方法研究,
数字技术与应用
9
上一章:数控机床精度检测装置及分析
下一章:数控机床维修改造过程中存在的通病及技术措施