宏程序在FANUC数控铣床加工矩形孔系中的应用
内容简介
 数事其术与变用
数事其术与变用宏程序在FANUC数控铣床加工矩形孔系中的应用
徐凯张会
(新乡职业技术学院河南新乡453000)
数控技术
摘要:本文详期介绍了矩形孔系在FANUC数控铣床上利用宏程序加工的方法,体现了宏程序结写的过程,列出了宏程序加工程序我,并对宏程序的端制方法做了详细的介绍
关键调:FANUC数控铣床矩形孔系宏程序
中图分类号:TG519.1
文献标识码:A
在数控铣床的生产加工中经常会遇到矩形孔系的加工,该类型零件上的孔按照矩形进行排列,其对称两条边上的孔距相等。矩形孔系可以看做是由四组以一定角度排列的直线型孔系组成,其加工
亦可以按照直线孔系的加工方法进行。 1零件分析
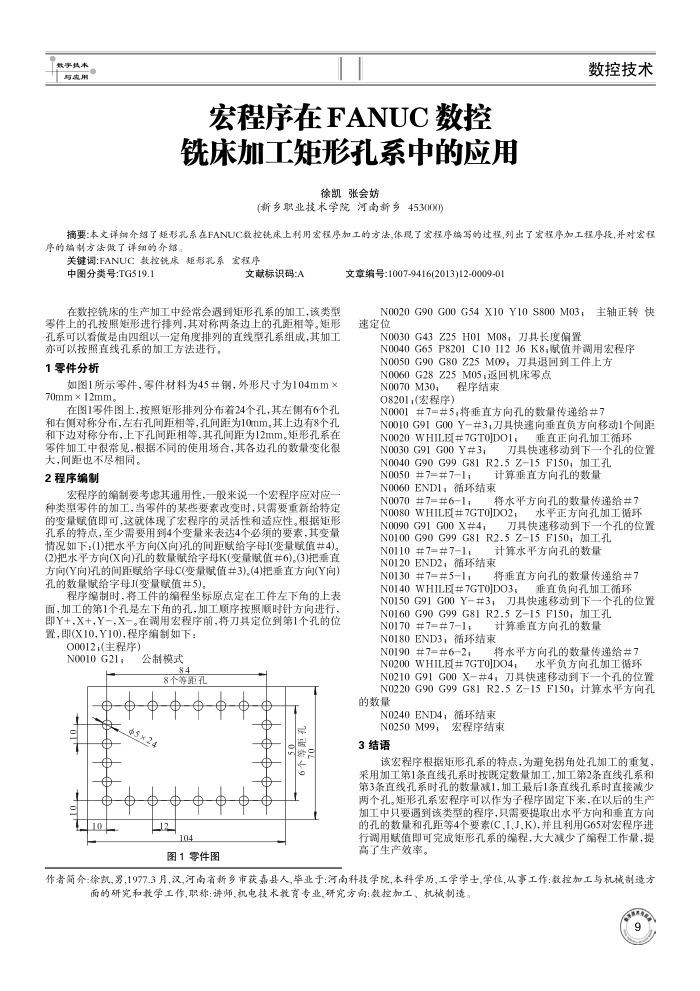
如图1所示零件,零件材料为45#钢,外形尺寸为104mm× 70mm × 12mm.
在图1零件图上,按照矩形排列分布着24个孔,其左例有6个孔和右侧对称分布,左右孔闻距相等,孔间距为10mm,其上边有8个孔和下边对称分布,上下孔间距相等,其孔闻距为12mm。矩形孔系在零件加工中很常见,根据不同的使用场合,其各边孔的数量变化很
大,间距也不尽相同。 2程序编制
宏程序的编制要考虑其通用性,一般来说一个宏程序应对应一种类型零件的加工,当零件的某些要素改变时,只需要重新给特定的变量赋值即可,这就体现了宏程序的灵活性和适应性。根据矩形孔系的特点,至少需要用到4个变量来表达4个必须的要素,其变量情况如下:(1)把水平方向(X向)孔的间距赋给字母I(变量赋值#4)。(2)把水平方向(X向)孔的数量赋给字母K(变量赋值#6)。(3)把垂直方向(Y向)孔的闻距赋给字母C(变量赋值#3)。(4)把垂直方向(Y向)孔的数量赋给字母J(变量赋值5)。
程序编制时,将工件的编程坐标原点定在工件左下角的上表面,加工的第1个孔是左下角的孔,加工顺序按照顺时针方向进行,即Y+,X+,Y-,X-。在调用宏程序前,将刀具定位到第1个孔的位置,即(X10,Y10),程序编制如下:
00012,(主程序)
N0010 G21, 10
公制模式
84
8个等距孔
距等
2
104
图1零件图
文章编号:1007-9416(2013)12-0009-01
N0020G90 G00 G54X10Y10 S800M03,主轴正转快速定位
N0030G43Z25H01M08;刀具长度偏置
N0040G65P8201C10112J6K8,赋值并调用宏程序 N0050G90G80Z25M09,刀具退回到工件上方
N0060G28Z25M05返回机床零点 N0070 M30,
程序结束
08201,(宏程序)
N0001#7=#5,将垂直方向孔的数量传递给#7
N0010G91G00Y-#3刀具快速向垂直负方向移动1个间距 N0020 WHILE[# 7GT0|DO1,
垂直正向孔加工循环
N0030 G91 G00 Y#3,
刀具快速移动到下一个孔的位置
N0040 G90 G99 G81 R2.5 Z15 F150;加工孔 N0050 #7=#71,
计算垂直方向孔的数量
N0060END1;循环结束
N0070 #7=#61,
将水平方向孔的数量传递给共了
N0080 WHILE[#7GT0]DO2,
水平正方向孔加工循环
N0090 G91 G00 X#4;
刀具快速移动到下一个孔的位置
N0100 G90 G99 G81 R2.5 Z15 F150;加工孔 N0110#7=#71,
计算水平方向孔的数量
N0120END2;循环结束
N0130 #7=#51,
将垂直方向孔的数量传递给#了
N0140 WHILE[#7GT0]DO3,
垂直负向孔加工循环
N0150G91G00Y-#3,刀具快速移动到下一个孔的位置 N0160 G90 G99 G81 R2.5 Z15 F150, 加工孔
计算垂直方向孔的数量
N0170 #7=#7-1
N0180END3,循环结束
N0190 #7=#62,
将水平方向孔的数量传递给#7
N0200WHILE[#7GT0]DO4,水平负方向孔加工循环 N0210G91G00X-#4;刀具快速移动到下一个孔的位置 N0220 G90 G99 G81R2.5 Z15 F150,计算水平方向孔
的数量
N0240END4,循环结束 N0250 M99,
宏程序结束
3结语
该宏程序根据矩形孔系的特点,为避免拐角处孔加工的重复,采用加工第1条直线孔系时按既定数量加工,加工第2条直线孔系和第3条直线孔系时孔的数量减1,加工最后1条直线孔系时直接减少两个孔。矩形孔系宏程序可以作为子程序固定下来,在以后的生产加工中只要遇到该类型的程序,只需要提取出水平方向和垂直方向的孔的数量和孔距等4个要素(C、I、JK),并且利用G65对宏程序进行调用赋值即可完成矩形孔系的编程,大大减少了编程工作量,提高了生产效率。
作者简介:徐凯,男,1977.3月,汉,河南省新多市获嘉县人,毕业于:河南科技学院,本科学历,工学学士,学位,从事工作:数控加工与机械制遗方
面的研究和教学工作,职称:讲师,机电技术教育专业,研究方向:数控加工、机械制遗,
上一章:全姿态光纤陀螺井眼轨迹连续测量仪研究
下一章:基于VC的数控机床可靠性管理系统