您当前的位置:首页>论文资料>基于机床自动化设计的研究与分析
内容简介
 设计开发
设计开发基于机床自动化设计的研究与分析
李之洋1李文伦2
(1.沈阳机床股份有限公司数控刀架分公司辽宁沈阳110142; 2.沈阳机床股份有限公司中捷钻续床厂辽宁沈阳110142)
与电
摘要:本文介绍了当前主流数控机床的硬件系统构或和软件端程技术。对数控机床自动控制的原理和设计方法进行了研究和分析,摘示数控机床的加工特点和应用技巧。
关键调:机床自动化设计系统分析
中图分类号:TP273 1引言
文献标识码:A
机床加工的水平和先进程度标志着一个国家机械加工的能力,是一个国家现代化重要标志之一,机床出现以来,主要经历了两大发展历程,一是普通机床,二是数控机床。数控机床不论是在自动化程度还是加工精度上,都远远高于普通机床。因此,当前数控机床已
经成为机械生产和加工的主要设备。 2数控系统发展状况
将计算机技术和普通机床加工设备融合在一起,具有高精度加工能力的机床即为数控机床。数控机床的发展是随着计算机控制技术的不断提高而进步的。目前按照自动控制系统划分数控机床的类别,市场上主要有四大类数控机床产品。第一类集成控制系统。这类控制系统都是集成的、封闭体系结构,主要包括数控装置CNC,交直流驱动系统、可编程控制器,位置控制系统、通信系统以及辅助控制系统等。由于该类数控系统功能齐全、种类繁多、适用性较强以及信价比高,因而很多机床设计、制造时首选这类控制装置,我国就有很多这类产品的用户,第二类是CNC+PC机的开放式数控系统该种产品提高了开放程度,CNC作为机床的直接控制装置,PC机将各种命令,数据进行传输,第三类PC+运动卡式的开放式数控系统这类产品完全采用PC机作为真正的控制核心,用户可以根据需要进行硬件结构设计并利用windows操作系统和高级编程软件进行开发。系统除了PC机外,比较重要的硬件是运动卡,它是对外控制间服系统的控制接口,第四类全软件型开放式数控系统。这种系统以PC机为控制核心,主要采用软件形式实现运动系统控制,是目前最新的机床数控系统。本文将以常用的集成控制系统的数控机床为
例,阐述机床自动化设计的方法和理念。 3机床自动化设计
数控自动化机床的设计主要包括硬件系统和系统软件。下面主要在这两个方面分析数控机床自动化设计的特点。
(1)硬件系统。数控机床和普通机床在这方面区别不大,但是在刀具转换装置、传感器系统、主轴及坐标轴伺服系统等硬件系统方面还是具有显著不同。数控机床的硬件装置更适用于自动化、智能的加工过程。首先,数控机床的刀具转换装置必须满足自动化控制的要求。普通机床一般为手动转位刀架,在加工过程中手动完成刀具的更换,数控机床一般选择自动转位刀架,刀架?由数控系统直接控制,实现刀架自动回转,加工时用程序自动选用不同刀具。该种刀架体积小,重复定位精度高,工艺性能可靠。其次,传感器系统是机
3404 348 XS
TSI4 X
x5oe 最卡味格#
195 50 格作
34 TS 止折
LO O O Q
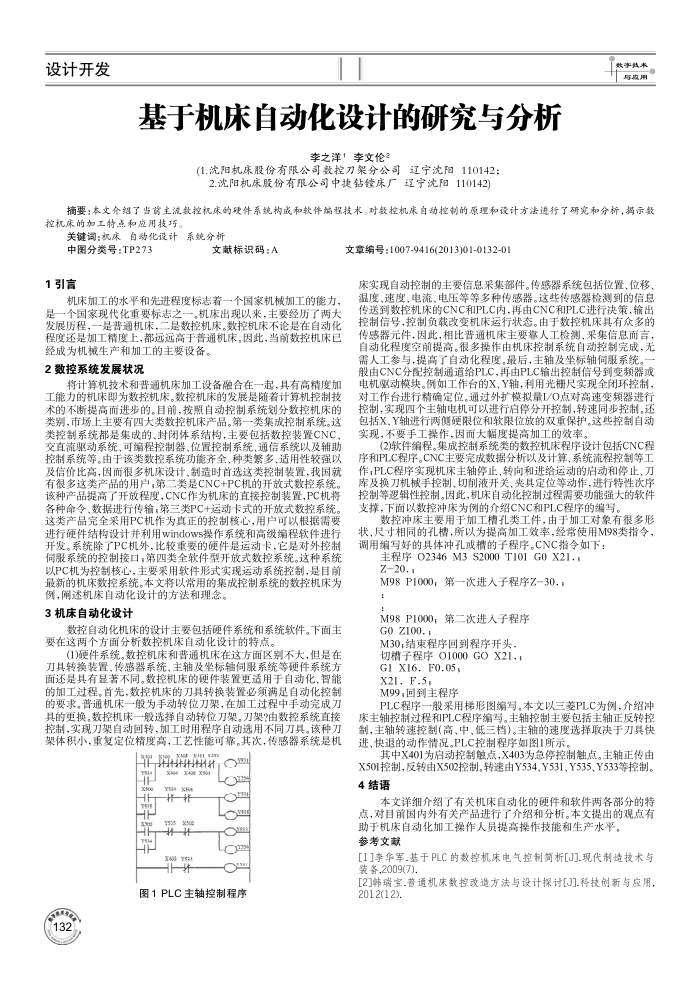
图1PLC主轴控制程序
文章编号:1007-9416(2013)01-0132-01
床实现自动控制的主要信息采集部件。传感器系统包括位置、位移温度、速度、电流、电压等等多种传感器。这些传感器检测到的信息传送到数控机床的CNC和PLC内,再由CNC和PLC进行决策,输出控制信号,控制负载改变机床运行状态。由于数控机床具有众多的传感器元件,因此,相比普通机床主要靠人工检测、采集信息而言,自动化程度空前提高。很多操作由机床控制系统自动控制完成,无需人工参与,提高了自动化程度。最后,主轴及坐标轴伺服系统。般由CNC分配控制通道给PLC,再由PLC输出控制信号到变频器或电机驱动模块。例如工作台的X,Y轴,利用光栅尺实现全闭环控制,对工作台进行精确定位。通过外扩模拟量L/O点对高速变频器进行控制,实现四个主轴电机可以进行启停分开控制,转速同步控制。还包括X,Y轴进行两侧硬限位和软限位放的双重保护,这些控制自动实现,不要手工操作,因而大幅度提高加工的效率,
(2)软件编程。集成控制系统类的数控机床程序设计包括CNC程序和PLC程序。CNC主要完成数据分析以及计算、系统流程控制等工作,PLC程序实现机床主轴停止,转向和进给运动的启动和停止、刀库及换刀机械手控制、切削液开关、夹具定位等动作,进行特性次序控制等逻辑性控制。因此,机床自动化控制过程需要功能强大的软件支撑,下面以数控冲床为例的介绍CNC和PLC程序的编写。
数控冲床主要用于加工槽孔类工件,由于加工对象有很多形状,尺寸相同的孔槽,所以为提高加工效率,经常使用M98类指令,调用编写好的具体冲孔或槽的子程序。CNC指令如下:
主程序 O2346 M3S2000T101G0 X21. Z20.
M98P1000,第一次进入子程序Z30.:
M98P1000;第二次进入子程序 GO Z100. :
M30,结束程序回到程序开头,切楷子程序O1000GOX21.
GI X16. F0.05, X21.F.5,
M99,回到主程序
PLC程序一般采用梯形图编写。本文以三菱PLC为例,介绍冲床主轴控制过程和PLC程序编写。主轴控制主要包括主轴正反转控制,主轴转速控制(高,中、低三档)。主轴的速度选择取决于刀具快进,快退的动作情况。PLC控制程序如图1所示。
其中X401为启动控制触点,X403为急停控制触点。主轴正传由 X50控制,反转由X502控制,转速由Y534,Y531,Y535.Y533等控制。 4结语
本文详细介绍了有关机床自动化的硬件和软件两各部分的特点,对目前国内外有关产品进行了介绍和分析。本文提出的观点有
助于机床自动化加工操作人员提高操作技能和生产水平。参考文献
[1]李华军.基于PLC的数控机床电气控制筒析[J].现代制造技术与装备,2009(7).
[2]韩瑞宝.普通机床数控改造方法与设计探讨[J].科技创新与应用, 2012(12).
上一章:PLC控制系统的抗干扰及措施
下一章:计算机技术在办公自动化中的应用浅析