您当前的位置:首页>论文资料>单螺杆空压机改进小结
内容简介
 小氮肥第40卷第2期2012年2月
小氮肥第40卷第2期2012年2月单螺杆空压机改进小结 1主要故障
科技简讯
23
只有1只从上部对星轮体和主螺杆进行喷油润滑孔。现将主机上的喷油孔改为上、下2只喷油孔,即保留原有上部喷油孔,同时根据单螺杆主机的
安徽晋煤中能化工股份有限公司有5台 FHOG340W型螺杆空压机,于2003年投运。机组运行一段时间后,即出现排气温度高、润滑油油路及主机积碳等回题。机组的排气温度基本在 90℃以上,主机排气温度联锁值为102℃,电流为22A,排气压力为0.63MPa。在夏季气温较高时,多次因主机排气温度过高而联锁停机,对生产装置影响很大。经拆开检查,润滑油油路及主机
内积碳现象严重。 2原因分析
(1)油冷却器冷却效果差,返回主机内的油
温高,造成排气温度高。
(2)润滑油长期在高温状态下运行,润滑油中的碳析出,在油路管路中产生积碳现象,形成恶性循环。
(3)油过滤器压差大,主机润滑油量减少。
3解决措施
3.1空压机工艺管路改造
(1)油冷却器冷却水管路改造:原冷却水管先由下部油冷却器串联进人中间油冷却器,再经上部气体冷却器进行冷却的换热方式。现改为下部油冷却器单独设置冷却水管路中间油冷却器及上部气体冷却器串联使用1组冷却水管路,提高了油冷却器的冷却水量,有效地降低了润滑油的温度。
(2)润滑油管路改造:在润滑油进人冷却器前原设计仅设置1只温控阀。为避免部分高温油通过温控阀直接返回主机内,造成主机排气温度高,将温控阀取消,所有润滑油全部通过油冷却器进行冷却,冷却后的润滑油再进人主机内,有效地
降低了主机排气温度。 3.2空压机主机改进
(1)主机上的喷油方式改进:改进前,主机上
结构形式在主机下部再开设1只喷油孔,上、下两侧同时对主机内喷油降温、润滑。
(2)星轮体与蜗杆的间隙调整:在满足设备
技术要求的条件下,将原配合间隙0.20mm调整至0.15mm,提高装配精度,可有效减少气体返流量,进一步提高机组的打气量;同时可避免高温气
体从排气侧返回进口,造成主机排气温度高。 4改造效果
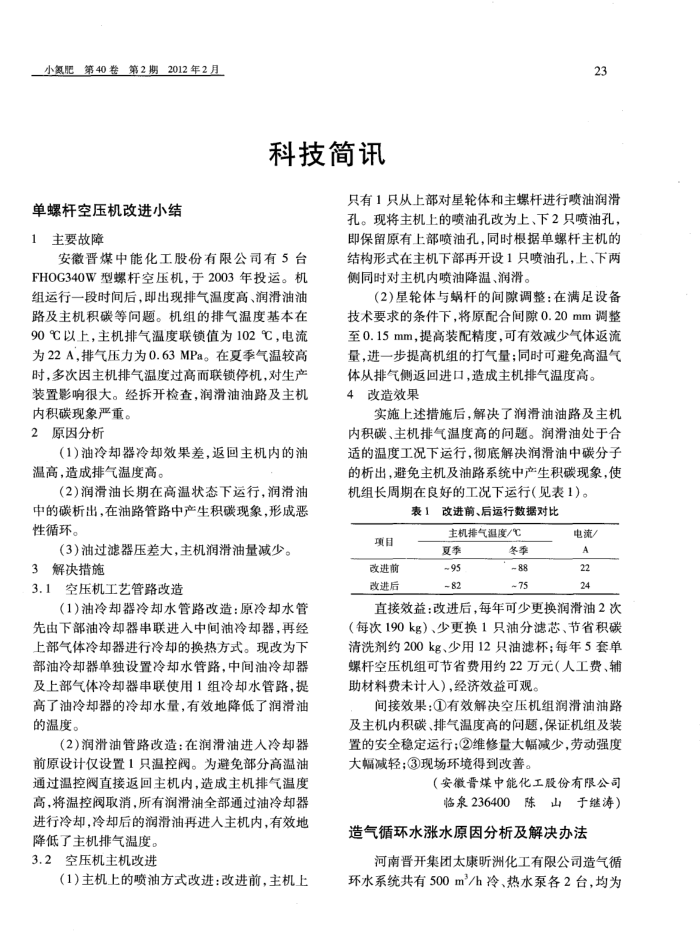
实施上述措施后,解决了润滑油油路及主机内积碳、主机排气温度高的问题。润滑油处于合适的温度工况下运行,彻底解决润滑油中碳分子的析出,避免主机及油路系统中产生积碳现象,使机组长周期在良好的工况下运行(见表1)。
表1改进前、后运行数据对比
项目改进前改进后
主机排气温度/℃
夏季 ~95 82
冬季 ~88 ~75
电流 22 24
直接效益:改进后,每年可少更换润滑油2次(每次190kg)、少更换1只油分滤芯、节省积碳清洗剂约200kg、少用12只油滤杯;每年5套单螺杆空压机组可节省费用约22万元(人工费、辅助材料费未计人),经济效益可观
间接效果:①有效解决空压机组润滑油油路及主机内积碳、排气温度高的问题,保证机组及装置的安全稳定运行;②维修量大幅减少,劳动强度大幅减轻:(3现场环境得到改普。
(安徽晋煤中能化工股份有限公司临泉236400陈山于继涛)
造气循环水涨水原因分析及解决办法
河南晋开集团太康昕洲化工有限公司造气循环水系统共有500m/h冷、热水泵各2台,均为
上一章:L84WDT型风机改造小结
下一章:氮肥行业产能变化情况调查分析