����ǰ��λ�ã���ҳ>��������>dz̸��ͨ�������ƿ����Ϳ�ƣ��ǿ��
dz̸��ͨ�������ƿ����Ϳ�ƣ��ǿ��
���ݼ��
 �Ƽ���̳
�Ƽ���̳dz̸��ͨ�������ƿ����Ϳ�ƣ��ǿ��
��־��
������ʡ�����м�ʦѧԺ�����Ͽ���475000��
�� 17 -
ժҪ����ͨ���������ڸ��ֻ�е��Ʒ�й㷺ʹ�ã���һЩ����IJ�Ʒ��������������ܽϴ������������������ǿ�Ⱦ�������Ч��ʹ���������ڲ�����ͨ���������ӹ��Ļ����ϣ����ù�ѹ�����ı�ýЧ���Ľ�����֯�ṹ������Ӧ����������ķ������ܹ���Ч��������Ƶ�ʹ�������Ͱ�ȫϵ������ʵ�������о��н�ǿ���ƹ����塣
�ؼ��ʣ�������Ч����ѹ����������ƣ��
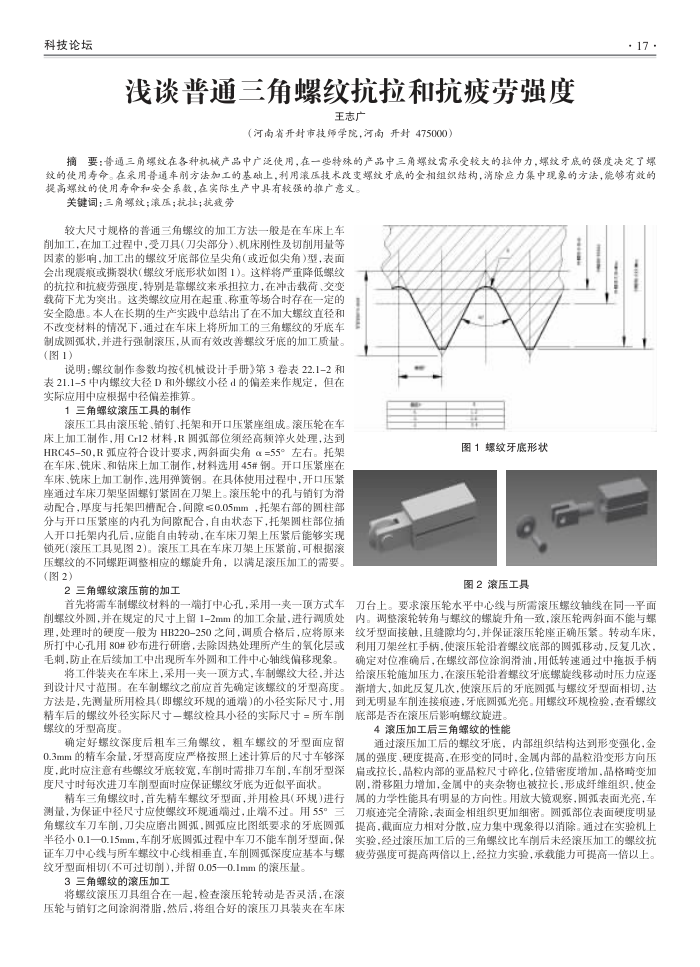
�ϴ�ߴ������ͨ�������Ƶļӹ�����һ�����ڳ����ϳ����ӹ����ڼӹ������У��ܵ��ߣ����ⲿ�֣����������Լ��������������ص�Ӱ��.�ӹ������������ײ�λ��ǣ�����Ƽ�ǣ��ͣ�����������ۻ�˺��״������������״��ͼ1)�����������ؽ������ƵĿ����Ϳ�����ǿ�ȣ������ǿ��������е��������ڳ���غɡ������غ�����Ϊͻ������������Ӧ�������ء����صȳ���ʱ����һ���İ�ȫ�����������ڳ��ڵ�����ʵ�����ܽ�����ڲ��Ӵ�����ֱ���Ͳ��ı���ϵ�����£�ͨ���ڳ����Ͻ����ӹ����������Ƶ����׳��Ƴ�Բ��״��������ǿ�ƹ�ѹ��������Ч�����������ļӹ�������(ͼ1)
˵������������������������е����ֲᡷ��3����22.1-2�ͱ�21.1-5�������ƴ�D��������С��d��ƫ�������涨������ʵ��Ӧ����Ӧ�����о�ƫ������
1�������ƹ�ѹ���ߵ�����
��ѹ�����ɹ�ѹ�֡��������мܺͿ���ѹ������ɡ���ѹ���ڳ�
���ϼӹ���������Cr12���ϣ�R������λ�뾭��Ƶ�ʻ������ﵽ HRC45-50,R��Ӧ�������Ҫ����б����a=55�����ҡ��м��ڳ�����ϳ�������괲�ϼӹ�����������ѡ��45#�֡�����ѹ�����ڳ�����ϳ���ϼӹ�������ѡ�õ��ɸ֡��ھ���ʹ�ù����У�����ѹ����ͨ���������ܼ���ݶ������ڵ����ϡ���ѹ���еĿ�������Ϊ������ϣ�������мܰ������.��϶��0.05mm�м��Ҳ���Բ�������뿪��ѹ�������ڿ�Ϊ��϶��ϣ�����״̬�£��м�Բ����λ���˿����м��ڿ�Ӧ������ת��.�ڳ���������ѹ�����ܹ�ʵ����������ѹ����ͼ2)����ѹ�����ڳ���������ѹ��ǰ���ɸ��ݹ�ѹ���ƵIJ�ͬ�ݾ������Ӧ���������ǣ��������ѹ�ӹ�����Ҫ(ͼ2)
2�������ƹ�ѹǰ�ļӹ�
���Ƚ��賵�����Ʋ��ϵ�һ�˴����Ŀף�����һ��һ����ʽ��ǰ������Բ�����ڹ涨�ijߴ�����1-2mm�ļӹ�����.���е��ʴ���������ʱ��Ӳ��һ��ΪHB220-250֮�䣬���ʺϸ��Ӧ��ԭ���������Ŀ���8��ɰ��������ĥ��ȥ�����ȴ�������������������̷ִ�ֹ�ں����ӹ��г���������Բ������������ƫ������
������װ���ڳ����ϣ�����һˬһ�ʽ���������ƴ�.���ﵽ��Ƴߴ緶Χ���ڳ�������֮ǰӦ����ȷ�������Ƶ����߶ȡ������ǣ��Ȳ������ü�ߣ������ƻ����ͨ��)��С��ʵ�ʳߴ磬�þ�����������⾶ʵ�ʳߴ�һ���Ƽ���С����ʵ�ʳߴ�=����ǰ���Ƶ����߶ȡ�
ȷ����������Ⱥ�ֳ��������ƣ��ֳ����Ƶ�������Ӧ�� 0.3mm�ľ������������߶�Ӧ�ϸ������������ijߴ糵����ȣ���ʱӦע����Щ�������Ͽ�����ǰʱ���ŵ���ǰ����ǰ������ȳߴ�ʱÿ�ν�����������ʱӦ��֤��������Ϊ����ƽ��״��
������������ʱ�����Ⱦ������������棬���ü�ߣ�����)���в�����Ϊ��֤�о��ߴ�Ӧʹ���ƻ���ͨ�˹���ֹ�˲�������55��
�����Ƴ�������������Ӧĥ��Χ������Ӧ��ͼֽҪ�������Բ���뾶С0.1��0.15mm�����������������г������ܳ��������棬��֤���������������������������ഹֱ����ǰԲ�����Ӧ��������������������(���ɹ�����)������0.05��0.1mm�Ĺ�ѹ��
3�������ƵĹ�ѹ�ӹ�
�����ƹ�ѹ���������һ�𣬼���ѹ��ת���Ƿ����ڹ�ѹ��������֮��Ϳ��֬��Ȼ����ϺõĹ�ѹ����װ���ڳ���
ͼ1����������״ͼ2��ѹ����
��̨�ϡ�Ҫ���ѹ��ˮƽ�������������ѹ����������ͬһƽ���ڡ���������ת�������Ƶ���������һ�£���ѹ����б�治��������������Ӵ����ҷ�϶���ȣ�����֤��ѹ������ȷѹ����ת�����������õ���˿���ֱ���ʹ��ѹ���������Ƶײ���Բ���ƶ����������Σ�ȷ����λȷ�������Ʋ�λͿ���ͣ��õ�ת��ͨ�����ϰ��ֱ�����ѹ��ʩ��ѹ�����ڹ�ѹ��Ǧ�����������������ƶ�ʱѹ��Ӧ��������˷������Σ�ʹ��ѹ�������Բ�����������������У��ﵽ�����Գ�ǰ���Ӻۼ�������Բ�������������ƻ�����飬�鿴���Ƶײ��Ƿ��ڹ�ѹ��Ӱ������������
4��ѹ�ӹ����������Ƶ�����
ͨ����ѹ�ӹ�����������ף��ڲ���֯�ṹ�ﵽ�α�ǿ����������ǿ�ȡ�Ӳ����ߣ����α��ͬʱ�������ڲ��ľ����ر��η���ѹ��������������ڲ�����Ʒ���ߴ��黯��λ���ܶ����ӣ��������Ӿ磬�����������ӣ������еļ�����Ҳ���������γ���ά��֯��ʹ��������ѧ�����������Եķ����ԡ��÷Ŵ۰���Բ����������������ۼ���ȫ��������������֯����ϸ�ܡ�Բ����λ����Ӳ��������ߣ�����Ӧ����Է�ɢ��Ӧ�������������������ͨ����ʵ�����ʵ�飬������ѹ�ӹ�����������±ȳ�����δ����ѹ�ӹ������ƿ�ƣ��ǿ�ȿ�����������ϣ�������ʵ�飬�������������һ�����ϡ�
��һ�£��м�©�籧բdz��
��һ�£�Cu2�����α��������̶�����ø�Ļ����о�