您当前的位置:首页>论文资料>微型微通道管的连续挤压成形工艺
内容简介
 第41卷第12期 Vol. 41No. 12
第41卷第12期 Vol. 41No. 12饭
压技
FORGING & STAMPING TECHNOLOGY
微型微通道管的连续挤压成形工艺
杜
鹏,胡国平,郭胜利,李德富(北京有色金属研究总院,北京100088)
2016年12月 Dec.2016
摘要:微型微通道管产品具有孔道数量多、孔道尺寸小、壁厚薄、尺寸精度要求高等特点,制备加工难度很大。采用连续挤压制备方法,通过采取双槽挤压方式、增加金属导流板等措施,对模具结构与加工方法、挤压工艺进行优化设计,明显改善了微型微通道管产品挤压成形时金属在产品宽度方向的流动均勾性、孔道部位的有效填充及焊合质量,解决了挤压过程中模具模芯强度不足导致的尺寸超差与失效问题和谨料过多导致产品无法挤出等间题。最终成功试制了厚度为2.2mm、宽度为 45mm的52孔微型微通道管产品,产品外形尺寸和组织结构均满足设计要求。
关键词:微型微通道管;连续挤压;腔体;导流板;分流组合模 DOI: 10. 13330/j. issn. 1000-3940. 2016. 12. 013
中图分类号:TG379
文献标识码:A
文章编号:1000-3940(2016)12-0077-05
Continuous extrusion forming process of micro-channel tube
Du Peng, Hu Guoping, Guo Shengli, Li Defu
( Beijing General Research Institute for Non-ferrous Metals, Beijing 100088, China)
Abstract : Micro-channel tube has characteristics of large quantity in channel number, small channel size, thin wall thickness and high dimensional aceuracy etc, , and it is very dificult to process. Then, the flow unifomity along the width direetion, the filling and weld-ing quality at the channel area in the continuous extrusion of micro-channel tube products were improved obviously by continuous extru-sion method of double estrusion, adding metal guide plate, optimizing die structure, processing method and extrusion process. Moreo-ver, it was solved the problems of dimensional tolerance and invalid due to insufficient strength of die core, failure of squeezing due to excessive overflow in the extrusion process. At last, the micro-channel tubes with the thickness of 2. 2 mm, the width of 45 mm, and
52-hole miniature were canried out, and the design requirements of size and structure were sufficiently met. Key words: micro-channel tube; continuous extrusion; cavity ; flow guide plate; porthole die
微通道管换热器凭借卓越的换热性能、紧凑的
结构、柔性的形状及安全可靠的运行性能等,已在航空航天、微电子、微电池等对换热器的尺寸和重量有特殊要求的场合中成功试用],并已完成工业化产品生产,同时也成功应用于穿戴式空调、微型空调、微型除湿机、电子机柜冷却系统、家用空调及其它领域[2]。近年来,随着设备向小型化、大功率方向发展,对微通道管换热器也提出了更高的要求,产品当量孔径由毫米级别缩减到 0.5mm以下,孔道数量大大增加,产品壁厚减
人员等提出
小,对生产过程的模具、
挤压设备、
了更高的要求[3]
收稿日期:20160819;修订日期:20160925
鹏(1986-),男,颈土,工程师
作者简介:杜
万方数聘il:dupeng1289@163.oxm
产品特点及工艺分析
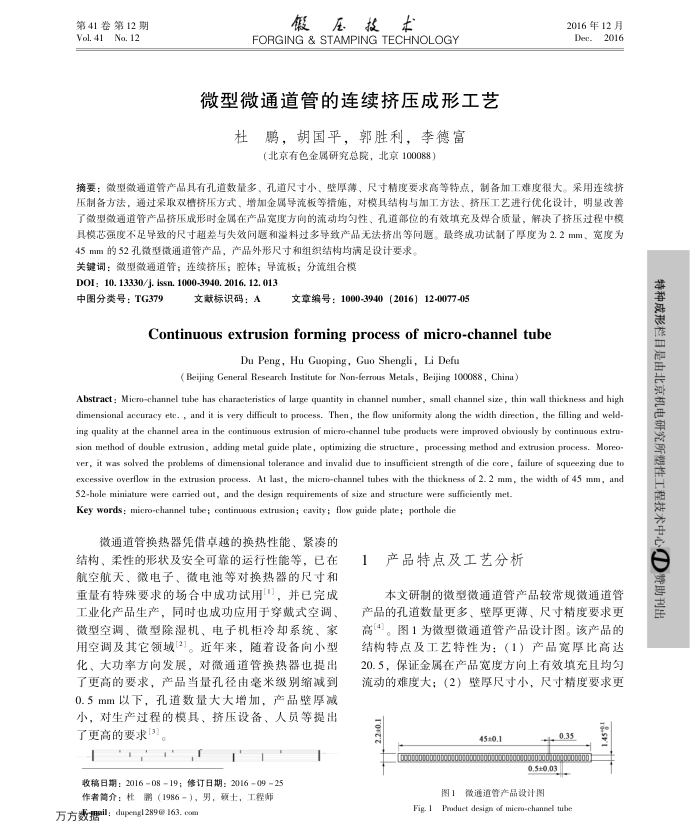
本文研制的微型微通道管产品较常规微通道管产品的孔道数量更多、壁厚更薄、尺寸精度要求更高[4)。图1为微型微通道管产品设计图。该产品的结构特点及工艺特性为:(1)产品宽厚比高达 20.5,保证金属在产品宽度方向上有效填充且均勾流动的难度大;(2)
壁厚尺寸小,尺寸精度要求更
10t
45±0.1
0.35
COO0O0O00000NO20030OOOAO0O
0.5±0.03
图1微通道管产品设计图
Fig. 1Product design of micro-channel tube
esr
特种成形栏目是由北京机电研究所塑性工程技术中心①赞助刊出