您当前的位置:首页>论文资料>基于机器视觉的分度夹具转角误差测量
内容简介
 第5期 2016年5月
第5期 2016年5月组合机床与自动化加工技术
Modular Machine Tool &Automatic Manufacturing Technique
文章编号:10012265(2016)05009402
D0I: 10. 13462/j. cnki. mmtamt. 2016. 05.025
基于机器视觉的分度夹具转角误差测量
王宸龙,李蓓智,杨建国
(东华大学机械工程学院,上海201600)
No.5 May2016
摘要:提出了一种利用机器视觉技术对分度夹具转角定位误差进行检测的方法。用CCD相机分别获取分度夹具上同一条棱边在各个工位上的图像,并通过数字图像处理技术计算该棱边在不同工位之间所成的夹角,从而得出分度夹具转角定位误差和重复定位误差的测量。该方法相比传统检测方
法,其检测方法更为简单、高效,可以实现分度转角误差的快速检测。关键词:分度夹具;误差检测;机器视觉;图像处理;亚像素边缘
中图分类号:TH161;TG506
文献标识码:A
AngleError Measurement of Square Indexing FixtureBased on Machine Vision
WANG Chen-long, LI Bei-zhi, YANG Jian-guo
(College of Mechanical Engineering,Donghua University,Shanghai 201600,China)
Abstract: We present a method of detecting the angle positioning error for indexing fixture by machine vi-sion technology. Using a CCD camera, respectively for indexing fixture on the same edge image in each sta es ferent location, calculated the degree angle to the fixture positioning error and repeated positioning error of measurement. This method is compared with the traditional detection method, it' s more simple and effi-cient, can realize rapid indexing angle error detection.
Key words: indexing fixture; eror detection; machine vision; image processing; sub-pixel edge
引言 0
挠性接头是动力调谐陀螺仪的核心元件,其性能的好坏直接影响整个陀螺仪的精度和寿命!]。由于挠性接头的细颈孔在圆周上呈90°均布[2],任意圆孔角度误差不大于3'。在加工挠性接头过程中,采用的是四工位分度夹具,其具有转位迅速、主动寻位、弹性定位的优点。但受限于其机构特点,为其转角误差定位测量带来了诸多不便。目前使用的方法是分别在夹具两个相邻面上安装测头,检测夹具在转位之后在垂直于各个面的位移,通过外接仪表读取位移量,然后再根据一系列计算得出转角定位误差。该方法测量效率较低,计算过程复杂,同时又受到测量位置的影响。
本文提出了一种基于机器视觉的夹具转角定位误差的非接触式测量方法。利用CCD相机获取分度夹具同一条棱边在各个工位的图像,通过数字图像处理技术,计算得出夹具的转角定位误差以及重复定位误差。
分度夹具转位误差测量方法概述 1
通过视觉测量设备分别拍摄分度夹具指定棱边收稿日期:2015-07-03
*基金项目:国家863高技术研究发展计划项目(2012AA041309
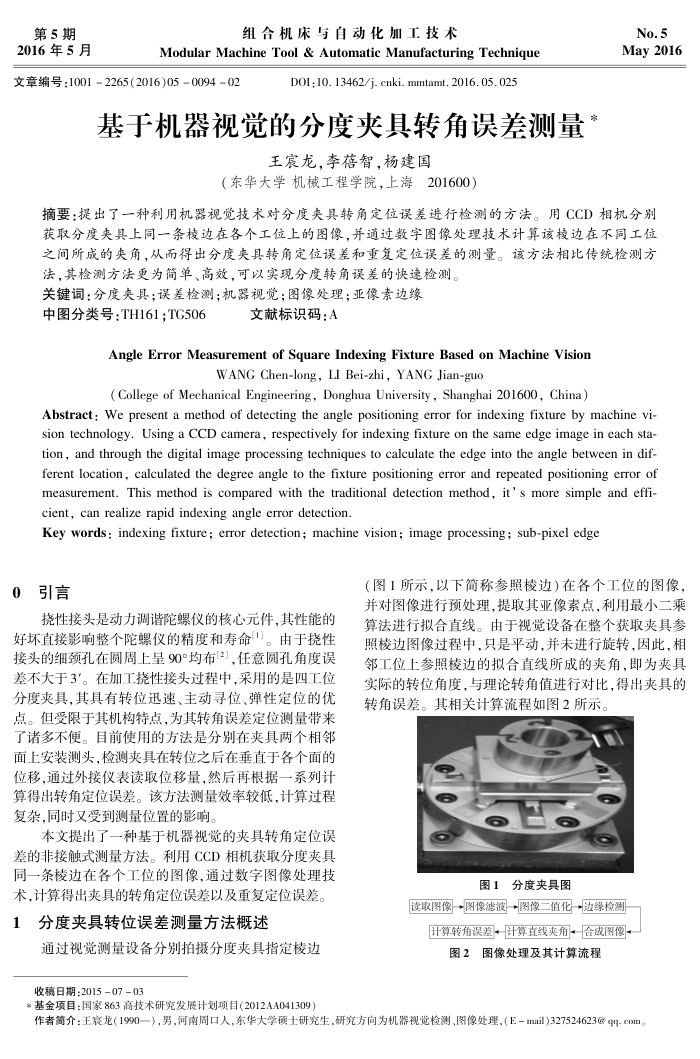
(图1所示,以下简称参照棱边)在各个工位的图像,并对图像进行预处理,提取其亚像素点,利用最小二乘算法进行拟合直线。由于视觉设备在整个获取夹具参照棱边图像过程中,只是平动,并未进行旋转,因此,相邻工位上参照梭边的拟合直线所成的夹角,即为夹具实际的转位角度,与理论转角值进行对比,得出夹具的转角误差。其相关计算流程如图2所示,
图1分度夹具图
读取图像图像滤波图像二值化边缘检测
计算转角误差计算直线夹角合成图像
图2图像处理及其计算流程
作者简介:王衰龙(1990―),男,河南周口人,东华大学硕士研究生,研究方向为机器视觉检测、图像处理,(E-mail)327524623@qq-com
上一章:曲柄半径误差建模及影响因素研究
下一章:基于加权优化的机器人逆向运动学求解