����ǰ��λ�ã���ҳ>��������>���Ƹֺ������鼰�����
���Ƹֺ������鼰�����
���������������
�ĵ���ʽ��PDF���Ӱ�
�ļ���С��1400.61 KB
�������ԣ�����
����ʱ�䣺2024-12-21 15:21:36
���ݼ��
 32
32ɳ��ұ��
���Ƹֺ������鼰�����
ȫ���°�
������
�����ݸ�����������˾��������������310022��
2014��2��
��һ��
Ҫ��ͨ�����Ƹֺ������鷢�֣�����ˮǿ������·�����������Ƹֺ��������������ܽϲ��Ϊ����ժ
��Ӱ������֯�д���κ����֯�����Ͻ���·�����������Ƹֺ��������������ܽϺã���Ϊ��VNbT"��̼�����γ�Ԫ��ǿ��������κ����֯���γɡ�
�ؼ��֣����Ƹ֣��Ƚӣ�κ����֯�������徧����
0
ǰ��
�ֽ�������øְ���������Բ�ֽ��������
�ֽ�ֽ���������֡�������Ҫ����������߸ֽ�׳ơ����Ƹ֡�����Ҫ���ڽ�����ҵ�����������Ƹ��ǽ�����ļ������е��Ž������ǧ�ص��������ʩ��������ʹ���˲��ϸ�ĸֲģ��Ϳ���Ӱ�콨����İ�ȫ���������ܡ�����ǽ������������������Ϊ�˱�֤���ƸֵIJ�Ʒ�������ҹ�Ҳ��2007���ƶ����������������߸ֽ�Ĺ���ǿ���Ա�GB1499.2-2007��
Ŀǰ�г���HRB400���Ƹ�.�����������Ҳ�ͬ���乤��·����Ҫ�����֣�һ�������Ͻ��գ����Կ��������ֶΣ�������������ǿ��ˮ��ȴ���գ����ǿ�ȡ��������ֹ������������Ƹ��������������ݾ����Ϲ���Ҫ�����Ƹ�һ����ö�
��1
�߽�������ʵ��ʹ�ù����У����ɱ���ᾭ���Ӵ�������ˣ�GB1499.2=2007�й涨���ֽ�ĺ��ӹ��ռ���ͷ����������������Ӧ���������ҵ���Ĺ涨������JGJ18=2012���ֽ�Ӽ����չ�̡������Ľ��Ƚ��������ֹ������������Ƹ־����Ӻ�IJ�Ʒ���ܣ�����Ӱ������֯�仯������������ܺ���֯�����ԭ����з�����
����ѡȡ
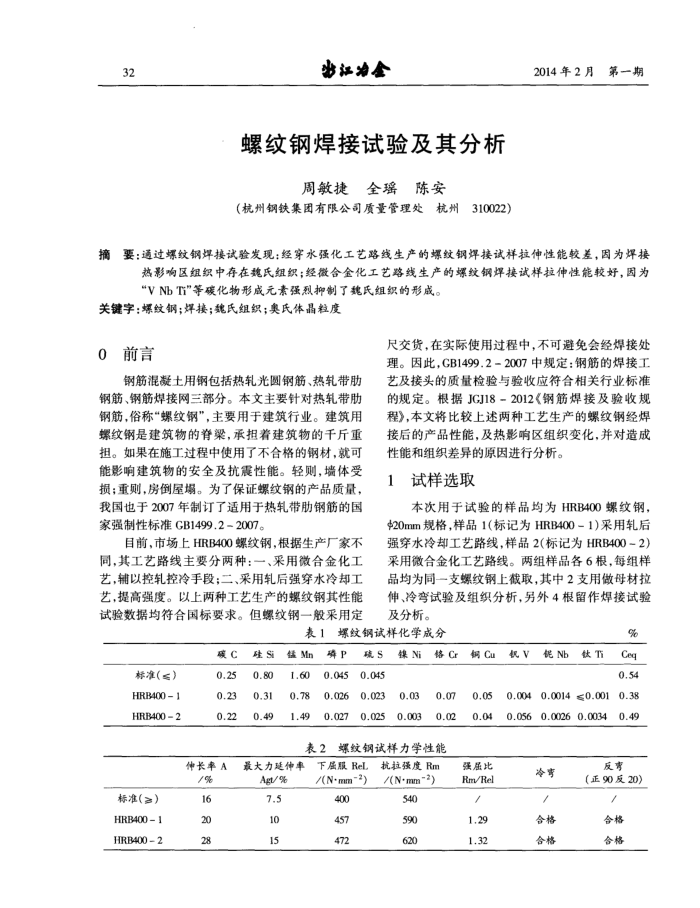
���������������Ʒ��ΪHRB400���Ƹ֣� 20mm�����Ʒ1�����ΪHRB400-1)��������ǿ��ˮ��ȴ����·�ߣ���Ʒ2�����ΪHRB400-2�������Ͻ���·�ߡ�������Ʒ��6����ÿ����Ʒ��Ϊͬһ֧���Ƹ��Ͻ�ȡ������2֧����ĸ�����졢�������鼰��֯����������4�������������鼰������
���Ƹ�������ѧ�ɷ�
��c
��(��) HRB400 1 HRB4002
��(��) HRB400-1 HRB400 2
0.25 0.23 0.22
�쳤��A/% 16 20 8
S 0.80 I5"0 0.49
��Mn 1.60 0.78 1.49
d 0.045 0.026 0.027
��2
����������� Ag/% 7.5 10 15
��s 0.045 0.023 0.025
��Ni 0.03 0.003
��Cr 0.07 0.02
���Ƹ�������ѧ����
�²��Rel/(N��mm2)
400 457 472
����ǿ��Rm/(N��mm-2)
540 590 620
��Cu 0.05 0.04
ǿ��� Rm/Rel
1.29 1.32
V 0.004
��Nb
��Ti
0.0014 ��0.001
0.056
0.0026
0.0034
����ϸ�ϸ�
% Ceq 0.54 0.38 0.49
����
(��90��20)
�ϸ�ϸ�
�������
�����������������ܷ������ѹ������
GB/T 40801-2021 �ѡ�ﯼ���Ͻ�ĺ��ӹ�����������
GB/T 25343.5-2010 ��·Ӧ�� ������������㲿���ĺ��� ��5���֣����顢���鼰�ļ�
�������������������
CB/T 4354-2014 A��в庸�Ӻ����ƹܼ�
MSS SP-123-2018 ͭ��ˮ���õ������������Ӻͺ�������
MSS SP-114-2018 150����1000����ʴ���ƺͳв庸�ӹܼ�
ϸֱ��TA2�M0Cr18Ni9Ti���Ĵ��ܺ����������