����ǰ��λ�ã���ҳ>��������>������ѺϽ⺸�ӽ�ͷ���ܱ��ξ����Ե�Ӱ��
������ѺϽ⺸�ӽ�ͷ���ܱ��ξ����Ե�Ӱ��
���ݼ��
 ��37����4�� 2016��4��
��37����4�� 2016��4������ѧ��
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol.37No.4 April2 016
������ѺϽ⺸�ӽ�ͷ���ܱ��ξ����Ե�Ӱ��
�������̶���������ƽ�����°����ϲ����մ�ѧ�������칤��ѧԺ���ϲ�330063��
ժҪ������������ķ������TC4�ѺϽ⺸�ӽ�ͷ�ij����Ա��ξ����ԣ������������������ϵ��K���ж�������.���������������������0.29%ʱ�����ź����������ߣ��ѺϽӰ�ij������ܽ��ͣ�����ֵ����Ӧ�����ӡ����������ʽ��͡�����ͷ�ij����Ա��ξ��������ӣ��������������ߣ�ĸ�Ľ����������½����ȴ��ں�������������½����ȣ����β�����ϵ��K���Ա�������TC4���⺸�ӽ�ͷ�����Ա��ι����к�����ĸ�ı��β������ԡ�Kֵ���ź��������������¶ȵ������Լ�Ӧ�����ʵĽ��Ͷ�����.Kֵ�ں�����1.299%�������¶�920�棬Ӧ������10-s-"ʱ�ﵽ���0.84.
�ؼ��ʣ����⣻���⺸�ӣ����β������ԣ�������
��ͼ����ţ�TG456.7 0����
���ױ�ʶ�룺A
���±�ţ�0253360X(2016)04005704
~10%NaOH�Ҵ���Һ��ϴ���ͣ���ˮ��ϴ��5%HF +30%HNO03ˮ��Һ��ϴȥ������������.��ˮ��
����/���ܳ��μ����ǽ������볬�ܳ������
�ϵ�һ�ּӹ��������ѺϽ�ĺ���/���ܳ��μ����ȿɿ˷��ѺϽ���ӹ����ܲ��ȱ�㣬�ֿ������������ĵ����������ӽṹ���ں��ա�����ṹ�����췽����ж��صļ������ƺ�ǰ���������ѺϽ���ɢ����/���ܳ��μ����ѵõ��㷺Ӧ�ã�Ȼ�����⺸�Ӽ������ھ��мӹ��ٶȿ졢�����Զ������ӡ����ӱ���С����ͷ��������ɢ���ӽ�ͷ������ص㣬ʹ�ü��⺸�ӷdz��ʺ��볬�ܳ��ι�������Ϲ�����ѧ�߶��ѺϽ⺸/���ܳ��μ���չ����һϵ�е��о���-3]��Ȼ���о����������ѺϽ⺸���ڳ����Ա��κ���������Եı��β����������⽫����Ӱ����������ܣ���Ŀǰ����������ѺϽ⺸�ӽ�ͷ�����Ա��ξ����Ե��о���δ��������Ϊ�ˣ������������������ķ������������ڲ�ͬ���ι����������������Խ�ͷ���ξ����Ե�Ӱ�죬������˱���ָ�꣬Ϊ�ѺϽ⺸/���ܳ��μ����ں��պ��������ʵ��Ӧ�õ춨���ۺ���������
1���鷽��
�������ò���Ϊ0.8mm��TC4�ѺϽ𱡰壬
ı�ӽ�ͷ��ʽΪ�Խӽ�ͷ����ǰ�����������5% �ո����ڣ�2014-05-29
������Ŀ��������Ȼ��ѧ����������Ŀ��51465042�������տ�ѧ����
��Ŀ������2013ZE56��
ϴ����ɲ������ڸɽ�������
��������ʹ�ù��ʷ�ΧΪ100~4000W�� CO2����������.���鹤�ղ������뽹��A=-0.5 mm�����P=900W�������ٶ�=3.0m/min. ���ӹ������屣�����ã����������ɫ����X ����̽���Ǽ�⺸���ڲ�û�й۲쵽��������
���ù�ʽ����¯�����������飬�¶�700�棬¯�������£�ͨ������ʱ���ƽ�����ѹ�����⺬�����ø߾���������ƽͨ�����ط��ⶨ���������������0��0.291%��0.869%��1.073%��1.299%������������
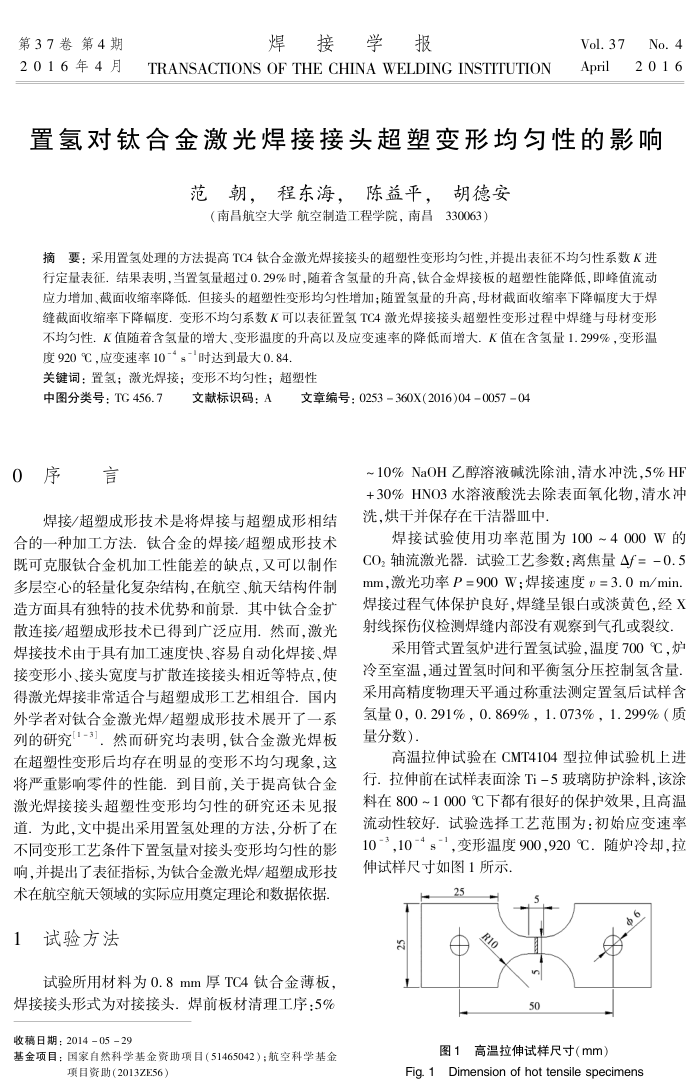
��������������CMT4104������������Ͻ���.����ǰ����������ͿTi-5��������Ϳ�ϣ���Ϳ����800~1000���¶��кܺõı���Ч�����Ҹ��������ԽϺã�����ѡ���շ�ΧΪ����ʼӦ������ 10-3��10-4s-1�������¶�900.920�森��¯��ȴ.���������ߴ���ͼ1��ʾ��
50
ͼ1�������������ߴ磨mm
Fig. 1Dimension of hot tensile specimens